- 产品描述
应用机床测头可助力模具产业实现智能生产各项规划都得到落实与实施,模具行业也加速了实现智能生产的进程。而在模具行业加速推进智能生产进程道路上,机床测头的应用起到了积极的助推作用。模具产业的智能生产关键在于突破模具的标准化、规范化、自动化、网络化和智能化生产。这就要求相应的模具生产设备要达到相应技术支持。以金属模具件的智能生产为例,必须要求相应生产的CNC机床、雕铣机等相应的数控机床要实现自动化、规范化标准化、网络化和智能化的生产要求。
在金属模具件加工中,配**床测头的机床将可以自动化的对金属模具件的模架、模坯等序前定位分中一步到位的一次性批量完成,而且相应的定位精度可达到0.001毫米。到了序中,机床测头又可以通过网络化的技术实现对相应加工件的在机检测,并给予相应的机床测量误差补偿,四川测头使用方法,确保工件相应数据达到标准化的生产(即精密程度基本达到理论值)。在数控机床生产后,四川测头使用方法,四川测头使用方法,机床测头还将通过自带的测量软件再次对相应金属模具件进行测量也检测,将相应的测量数据形成数字报告直观的展现在操作者面前,并且自动对不合格的产品返回补偿加工生产,确保对机金属模具件的**合格率。整个金属模具件加工过程都十分规范、自动与智能。 测头的批发价格大概是多少?四川测头使用方法
机床测头对数控机床的作用:
1.能自动识别机床精度误差,自动补偿机床精度
2.代替人工做自动分中、寻边、测量,自动修正坐标系,自动刀补
3.对大型复杂零件在机床上直接进行曲面的测量
4.能提升现**床的加工能力和精度,大型单件产品在线修正一次完成,不再二次装夹返工修补
5.比对测量结果并出报告
6.提高生产效率、提升制造品质确保产品合格率
7.降低做零件基准的制造成本及外型加工工序
8.批量分中一次完成,首件调机、打样、确定生产方案方便快捷
9.减少机床辅助时间,节约制造成本。 四川测头使用方法哪家公司的测头销量比较好?
标定循环
增强型工件测量软件提供了四个标定循环,它们可以联合使用以对测头进行完整的标定。四个子程序概述如下。有关详细内容,请参阅*六章“测头的标定”。
子程序 L9801 该循环用来获得测头装在刀柄上时的长度。
子程序 L9802 该循环用来获得探针的偏心值。
子程序 L9803 该循环用来获得测球的半径值。它适用于除L9821、L9822、L9823 外的所有测量循环。
子程序 L9804 该循环用来获得测球的矢量半径值。它适用于所有的测量循环,包括L9821、L9822 和L9823。
要对测头进行完整的标定,必须使用子程序 L9801、L9802 以及L9803 或L9804。
一般测头的标定循环分为几个循环以便灵活使用。然而,如果标定用型面的尺寸及位置均准确已知,例如,一个尺寸已知的环规其位置也用千分表精确找出,那么就可以编写一个程序通过调用上述所有子程序在一次操作中完成。
一、测头的分类探头是测量机接触被测零件的信号开关。它是坐标测量机的关键部件。探针的精度决定了测量机的重复性。另外,不同部位需要选择不同的功能探头进行测量。探头可分为接触式和非接触式(激光等)。目前主要采用接触式测量和非接触式测量,并可分为开关式(触发式或动态传输式)和扫描式(比例式或静态传输式)前两类开关的测试本质是以零开关到TP6(RENISHAW)为例,它相当于三对在电路中的触点串联时,当测量头产生任意方向的位移时,无论从哪一个触点,电路都可以断开传输计数。该开关结构简单,寿命长(106~107),测量重复性好(~),成本低,测量速度快。扫描探头在X、Y和Z方向基本上等同于差动电感测微计。在X、Y和Z方向上的运动由三个方向上的平行弹簧支撑,并在没有间隙的情况下旋转。探头的偏移量由线性电感测量。扫描探针主要用于测量复杂的曲线和曲面。非接触测头主要分为激光扫描测头和视频测头两种。激光扫描测头主要用于实现较软材料或一些特征表面进行非接触测量。测头在距离检测工件一定距离(比如50mm),在其聚焦点!5mm范围内进行测量,采点速率在200点/秒以上。通过对大量采集数据的平均处理功能而获得较高的精度。哪家工件测量的测头价格低?
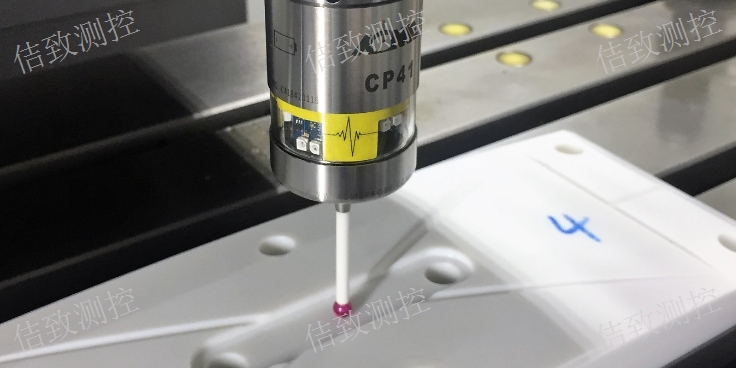
数控系统中的测量循环分为两组:手动或手轮模式下的手动测量循环;程序运行模式下的自动测量循环。 (1)手动模式或手轮模式下的测量循环。手动模式下的测量循环只用于对正工件或找正工件原点。测头在测量点间的移动通过手动定位,通过软件选定测量方向后,按循环启动键,系统自动执行测量动作。当循环所要求的测量动作全部完成后,测量信息会显示在屏幕中,同时可将测量值自动保存在预设表(工件坐标系设置)或数据表(工件坐标偏移)中,也可通过PRINT键直接将测量值保存在文件或直接打印输出。 (2)自动测量循环。所有的测量循环动作系统自动完成,测量或找正结果自动保存在相应的Q参数、预设表或数据表中,并可通过系统提供的自定义表格功能生成测量结果表格。 (3)测量准备。首先需要调整测头与主轴的同轴度,即安装测头后手动旋转主轴,调节螺丝,使径向跳动误差在±0.003mm以内。调整完毕后,可借助其他测量设备如对刀仪来测出测头长度,也可通过一把已知长度的刀具标定基面,再通过标准循环中校准有效长度功能来测出测头长度,然后使用环规测出测头半径。将测出的测头长度和半径填入刀具表中后,即可使用测头开始测量工作了。 佶致测控的测头排名靠前吗?四川测头使用方法
哪家的测头比较好用点?四川测头使用方法
在知道机床测头使用久之后出现测量精度下降或是不精确状况的原因后解决起来就显得十分简单了:当机床测头测量不精确是由于机床测头本身引起的原因时,操作工只需要通过清洁机床测头测针的碎屑;检查并适当固定机床测头,让其与数控机床之间变得较牢固;检查机床测头的测量软件,修正机床测头的标定位置,并控制让机床测头的标定速度与测量速度--致,同时还要注意保证机床测头测针的接触性探测,不能让其离开加工件表面后才开始测量;通过机床测头测量软件以各种速度执行简单的可重复性的对工件精度进行测量测试,确定合理的机床测头测量速度,不能让测量速度过快或过慢。若上述方式都无法解决,即可判断机床测头出现故障问题,这时需要更换新的机床测头并按照新的机床测头的安装使用方法去执行即可解决相应的问题。当机床测头测量不精确是由于数控机床本身引起的原因时,操作工只需要通过解决数控机床换刀性差的问题,让其换刀较加合理较加精确,或是直接让机床测头在数控机床每次换刀时都重新标定机床测头;同时保证数控机床的稳固性,让其在加工生产或测量过程中不能出现振动、移动等情况;判断并解决相应的数控机床故障,保证数控机床故障不会影响到机床测头的测量结果。 四川测头使用方法
佶致测控专业提供数控机床在机测量解决方案、整体在线检测系统的生产服务商,佶致测控凭借以客户需求导向的技术创新、产品制造,和精密的机械结构、可靠的性能保证,满足客户在数控机床加工过程中对测量的所有需求。
欢迎来到佶致测控技术(苏州)有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州虎丘区公司街道地址,负责人是王淞。
主要经营刀具测头|工件测头|测针|。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-65797557.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“四川测头使用方法 欢迎来电 佶致测控技术供应”留言
- 更多产品