- 产品描述
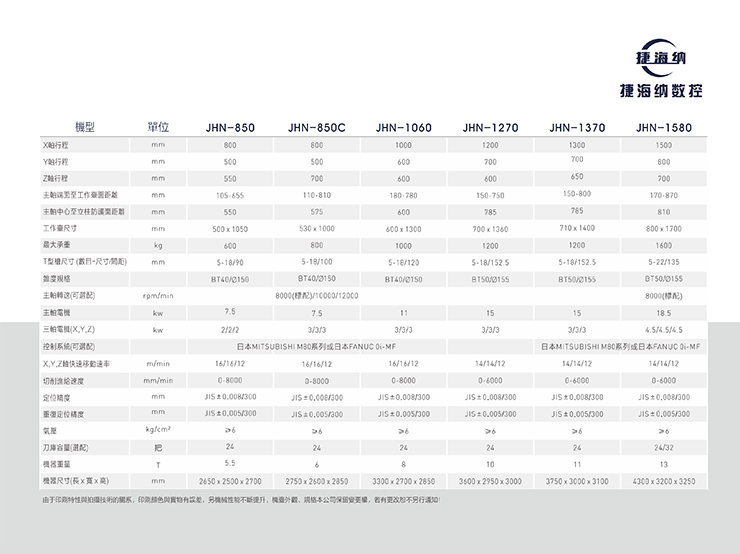


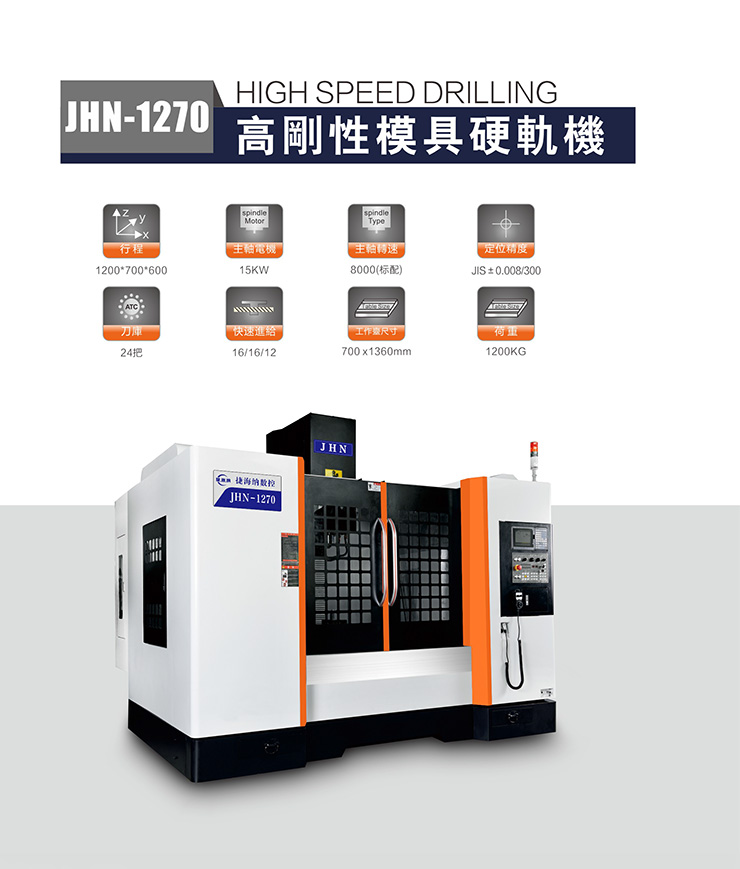
东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究专利致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面取得了较丰硕的成果,实现了数控技术向产业化转化的过程。我们有专业的机床制造理念及技术,有人性化的研发和设计;我们拥有一系列高精密检测设备,一批高素质的专业技术人才。我们的设备广泛应用于工业各个领域,如手机零配件、塑胶模具、五金模具手板模型、手机镜片、亚克力、铝件、电子治具等加工行业。捷海纳数控对产品进行了针对性较强的系列化整合,较终提供给用户的不仅仅是产品还能向用户提供整套工艺解决方案;捷海纳数控始终将产品品质视为自己的生命线,坚持品质发展的质量方针。公司经营理念:以诚信为本,质量为基,服务为体!
欢迎来到东莞市捷海纳数控设备有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞莞城公司街道地址,负责人是郑先生。
主要经营高速钻孔攻牙机。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 五金加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-65615801.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市捷海纳数控设备有限公司
商铺首页 |
更多产品 |
联系方式
东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究专利致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面取得了较丰硕的成果,实现了数..
- 我要给“合肥850模具硬轨加工中心报价 1160立式加工中心”留言
- 更多产品












相关分类






