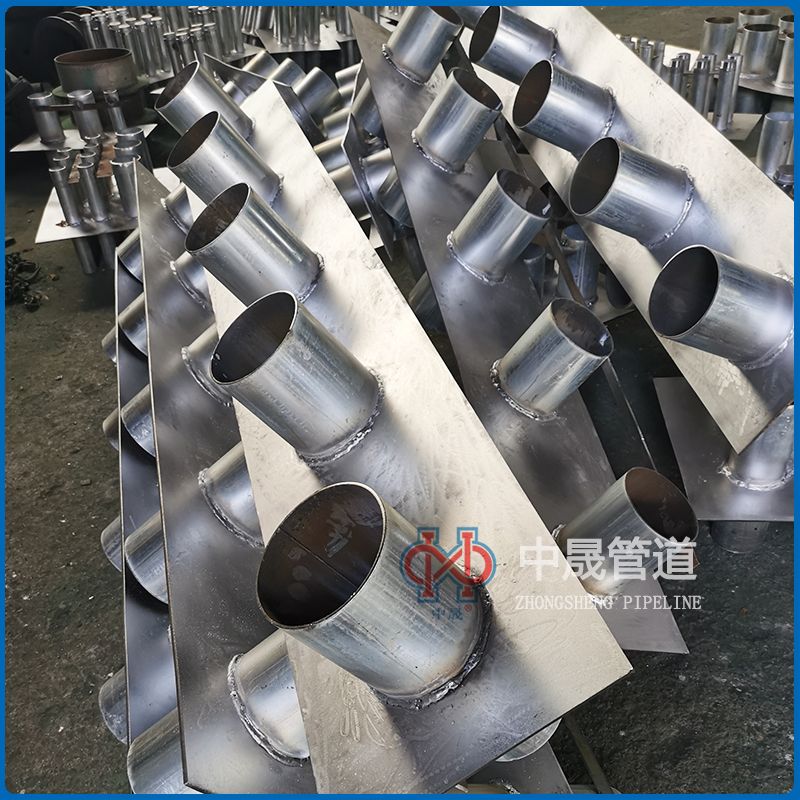
- 产品描述
人防穿墙密闭肋也叫做电气密闭肋套管、穿墙管密闭肋、刚性组合套管、人防密闭肋等,人防穿墙密闭肋主要由一块矩型钢板和n根钢管组成。材质为:Q235碳钢,矩形钢板(厚度为3 -10mm,即钢板有相应的空洞)钢板就是密闭肋。 主要用于保护封闭门的门框壁上的电缆明线穿墙使用,它也可用作其他位置的电线和电缆的封闭式防护墙的使用。主要功能是:一是防止松动,并更好地与砼融合。另一种是在战时防止毒气沿管壁或套管壁渗入保护区,所以密闭肋的材质,厚度,高度都有规范要求。密闭肋和穿墙管的两侧要完全焊接在一起。 人防穿墙密闭肋是一种用于人防工程的电线电缆保护套管。它由一个或多个套管组成。它一般在安装在门上300MM至500MM之间。人防工程中的密闭墙分为洁净区与染毒区,而电线管在穿线后内部是有空的,洁净区与染毒区直接通过墙体连通,使战时避免工程外有毒的空气会通过电线管的空腔渗入清洁区域,危害项目内部人员的健康。安装了人防穿墙密闭肋后,可以在套管中填充密封材料,以防止螺纹连接后空腔中的连通。这就是为什么在人防工程中,电预埋管穿过密闭墙或防护密闭墙时,必须在两侧都设有人防电气密闭套管的原因。 人防穿墙密闭肋的分类:根据07FD02图集人防穿墙密闭肋分为:A、B、C、D、E型 A型防护密闭肋是由一块方形钢板和一根钢管组成。 B型防护密闭肋是由一块长方形钢板和两根钢管组成。 C型防护密闭肋是由一块长方形钢板和三根钢管组成。 D型防护密闭肋是由一块方形钢板和四根钢管组成。 E型防护密闭肋是由一块长方形钢板和六根钢管组成。 人防密闭肋套管是用在人防外墙或领空墙上的,简单的说它要防爆防冲击波和防毒气的功能,人防建筑的防护工程要真正起到防护作用,除了要求建筑结构要有一定的防护强度外,防护通风系统中穿防护密闭墙的风管的防护密闭措施是否实施是重要的一环,《人防工程施工及验收规范》GBJ134-90规定:当管道穿越防护闭隔墙时,必须预埋带有密闭肋和防护抗力片的密闭肋穿墙防水套管,当管道穿越密闭隔墙时,必须预埋带有密闭肋的密闭穿墙防水套管,可见其特殊性与一般通风系统的预埋管件有着本质的区别,应慎重对待,更不允许采用预留孔,否则人防工事将报废。 07FD02电气预埋套管主要由钢板(密闭肋)和n根钢管焊接而成,密闭肋的材料为Q235碳钢,套管的材料为镀锌管,密闭肋为电气预埋套管不可缺少的附件之一,它是由一个或多个孔洞的钢板,并且孔的大小可以根据工程需要进行定制。它主要用于保护电缆明线穿墙使用,保护电线不受损坏。它还用于保护其他位置的电线和电缆的防护密闭墙。 电气预埋套管执行标准: 中晟防水套管厂家生产的电气预埋套管是依靠标准图集07FD02,防空地下室电气设备安装,替代原图集04FD02。该图集通过描述了07FD02穿墙密闭肋人防管线穿围护结构做法、电缆桥架穿越人防围护墙做法、封闭母线穿越人防围护墙做法、07FD02电气预埋套管安装做法、电子型三种通风方式显示屏原理图、人防通风系统与消防系统联动控制原理图等。 由于电气预埋套管是定制产品,结构根据图集介绍可以A、B、C、D、E、F型,他们的不同之处在于方形钢板上的钢管的数量不同,由于结构和规格的不同,电气预埋套管的价格也就不同,所以在询问电气预埋套管的价格时一定要先确定产品的规格型号,根据准确的规格型号来咨询价格方面的问题,这样就不仅能提高沟通效率也能得到产品的准确价格。 07FD02电气预埋套管的管道在穿过地基,内墙,楼板等时,应避免使用管道(有压管道,如供水,供暖等),这会对建筑物造成干扰,并便于安装管道的维护,套管产品应比安装管道的外径大,材料和长度均符合要求,通过套管安装在基础,内墙,楼板等管道中。普通的07FD02电气预埋套管主要由镀锌管焊接管制成。套管的两端应进行机械切割(例如,使用无齿锯等),对壁厚要求不严,但不能低于2.5mm。 当管道穿过地下室以及其他需要防水的建筑物和结构时,特制的套管通常是07FD02预埋电气套管。 07FD02电气嵌入的衬套需要在封闭的肋骨外部与防水翼焊接在一起。密闭肋的壁厚和环形翼的壁厚有严格的要求,并且必须保证焊接质量。新型的07FD02电气预埋套管是对厚壁的扩展的07FD02电动预埋套管,可以满足超厚壁的要求。 电气预埋套管经过防腐涂料特殊处理后可有效防止电气预埋套管的氧化和腐蚀。 防水套管碳钢具有良好的抗大气腐蚀性能,其中合金元素在里面起着举足轻重的作用,包括了阻止锈层的生产,拖延锈层的结晶,阻碍裂纹和。因为碳对钢的耐大气腐蚀不利,影响焊接、冷脆和冲压性能。所以防水套管碳钢中碳被控制在0.12以下。防水套管碳钢因为加入耐候性元素,所以使得钢铁材料在锈层和基体之间形成一层约50100μm厚的致密且基体金属粘附性较好的氧化物层。也正是因为有这层致密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,降低了腐蚀向钢铁材料纵向发展,从而大力提高了钢铁材料的耐腐蚀能力。 防水套管管口焊接采用氩电联焊方法,氩气是无色、无味、单原子的惰性气体,原子量为39.948,密度为 1.78kg/m3。氩气的重量是空气的1.4倍,可在熔池上方形成一层稳定的气流层,具有良好的保护性能。另外在焊接过程中,产生的烟雾较少,便于控制焊接熔池和电弧。具体操作总结如下: 1.定位焊点均匀分布,正式起焊点应在两定位焊之间,背部在进行一层补焊。防水套管焊接时定位焊缝位置应据焊缝顶部30mm以上,其长度应在50mm以上,定位焊缝间距为100mm~400mm,厚度不宜大于正式焊缝厚度的二分之一,厚度不宜大于8mm,定位焊缝应在后焊一侧的坡口内。卡具等临时构件与母材的连接焊缝应离开正式焊缝30mm以上。 2.卡具等构件焊接时,引弧和熄弧点均应在卡具等构件上。施焊时同一条焊缝的多名焊工应尽量保持速度一致。管道的现场接口均须采用多层焊接方法,正面焊缝(管外壁)和背面焊缝(管内壁)。 3.管道接口的焊接应一次连续完成,若被迫中断时,应采取防止裂缝的措施(如缓冷保温等)不得在混凝土浇注后在焊内缝。管道焊接工作结束时应将管道内壁的焊疤熔渣等清理干净,局部凹坑深度不应超过板厚的10,且不大于2mm,否则应与补焊。所有焊缝均应进行外观检查,质量标准应符合规定。
欢迎来到巩义市中晟管道设备有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州巩义市公司街道地址,联系人是焦朋旭。
主要经营衬塑管件、橡胶接头、防水套管、四氟相关产品、伸缩器、补偿器、鸭嘴阀、法兰及配套管件。
我司主要供应:衬塑管件,防水套管,橡胶软连接等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-64996426.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于巩义市中晟管道设备有限公司
商铺首页 |
更多产品 |
联系方式
- 我要给“驻马店电气密闭肋套管人防穿墙预埋套管”留言
- 更多产品








相关分类






