
- 产品描述
用这种方法可制造基本无缺陷的坯料,因此材料的成品率高,适用于高合金耐热钢、不锈钢及高
速工具钢制造的制品。快速全向压制是一种近年发展起来的粉末材料致密化新技术。
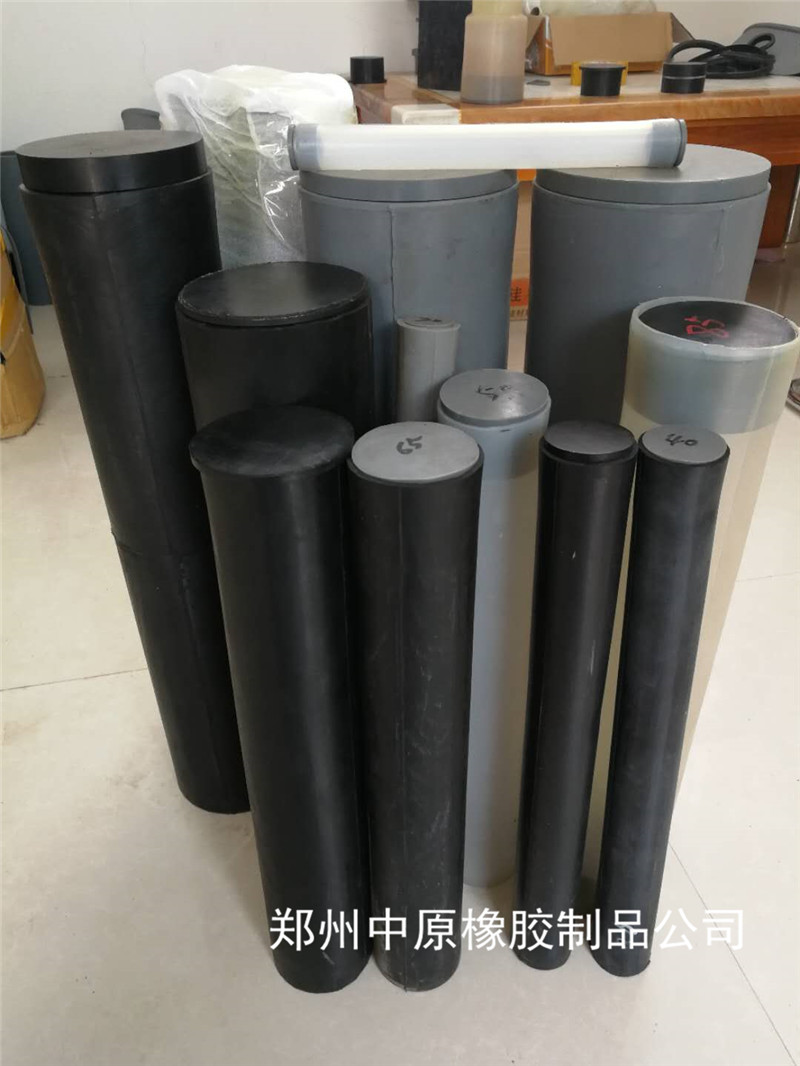
粉末冶金成形是粉末冶金生产中的基本工序,目的是将松散的(金属,陶瓷,或其他材料)粉末在模具中通过压力制成具有预定几何形状、尺寸、密度和强度的半成品,然后通过脱模得到半成品毛坯。该半成品至少还需要经过后序的烧结工序才会变为成品。
粉末轧制将金属粉末喂入一对转动的轧辊辊缝中,由于摩擦力的作用粉末被轧辊连续压缩成形的方法。它是生产板带状粉末冶金材料的主要工艺。一般包括粉末直接轧制、粉末粘接轧制和粉末热轧等。粉末轧制的特点是:能生产结构和性能的材料,成材率高,工序少,设备投资小,生产成本低。
压制压力与压坯密度分布 在模压过程中压制压力主要消耗于以下两部分:
①克服粉末颗粒之间的摩擦力(称为内摩擦力)和粉末颗粒的变形抗力;
②克服粉末颗粒对模壁的摩擦力(称为外摩擦力)。由于外摩擦力的存在,模压成形的压坯密度分布实际上是不均匀的。例如单向压制时,离施压模冲头较近的部分密度较高,较远的部分密度较低。在双向压制时(实际是两个单向压制的组合),压坯沿压力平行方向的两端密度较高,中心部位较低。将润滑剂加入粉末中或涂于模壁上可改善压坯密度的不均匀性。
弹性后效压坯在除去压力或脱模以后,由于内应力松弛,压坯体积发生弹性膨胀,这种现象
称为弹性后效。弹性后效是设计压模的重要参数。
直接挤压 将塑性良好的**物和金属粉末混合后,置入挤压模具内,在外力作用下使增塑粉末
通过一定几何形状的挤压嘴挤出,成为各种管材、棒材及其他异形的半成品。影响挤压过程的主
要因素是增塑剂的含量、预压压力、挤压温度和挤压速度。


郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-64908285.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“南昌金属粉末成型模具 粉末干压机成型模具 效率高”留言
- 更多产品











相关分类






