- 产品描述
干粉成型是粉末冶金零件生产的主要工序,在干粉成型工艺中,应用多和重要的干粉压制
成型模具是单轴向刚性闭合模具。因此,干粉压制成型模具的设计、制造及合理使用,涉及到粉
末冶金机械零件生产的质量、成本、安全、生产率和自动化等问题。
等静压成型时液体介质传递的压力在各个方向上是相等的。弹性模具在受到液体介质压力时产生
的变形传递到模具中的粉料,粉料与模具壁的摩擦力小,坯体受力均匀,密度分布均一,产品性
能有很大提高。广义的等静压成型还分为冷等静压和热等静压冷等静压是在常温下对工件进行成
型的等静压法。热等静压是在指在高温高压下对工件进行等压成型烧结一种烧结方法。热等
静压主要应用于高性能的粉末材料制品的成型,如粉末冶金高温合金、粉末冶金高速钢、陶瓷材
料等的工业生产。
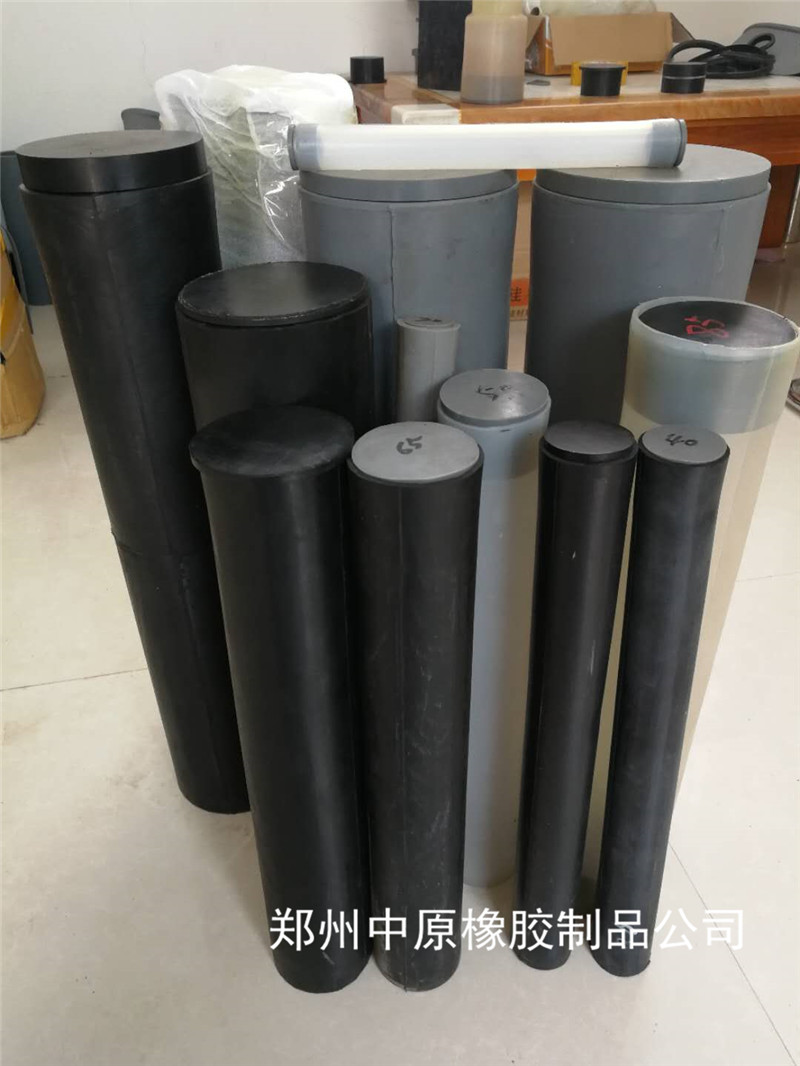
冷等静压 通常是将粉末密封在软包套内,然后放到高压容器内的液体介质中,通过对液体施加压力使粉末体各向均匀受压,从而获得所需要的压坯。液体介质可以是油、水或甘油。包套材料为橡胶之类的弹塑性材料。金属粉末可直接装套或模压后装套。由于粉末在包套内各向均匀受压,所以可获得密度较均匀的压坯,因而烧结时不易变形和开裂。其缺点是压坯尺寸精度差,还要进行机械加工。冷等静压已广泛用于硬质合金、难熔金属及其他各种粉末材料的成形。
粉末成型模具及成型方法,属于粉末冶金领域,其解决了现有粉末成型技术的坯料和产品有疏松,
气孔和微观不均匀等问题.本发明的模具包括外套模和石墨套管;所述的石墨套管设置在所述的外
套模的中部空腔内,所述的石墨套管的外壁与所述的外套模的内壁贴合;所述的石墨套管两端各设
置有一密封帽;所述的石墨套管内,两个所述的密封帽之间形成一试样容腔;本发明的方法包括粉
末制样封装,模具安装,循环压力成型等步骤;本发明能强化粉末成分的扩散,反应,促进成分和组
织的均匀化和致密化,能够获得致密度很高产品和坯料;同时也充分利用和挖掘现有疲劳试验机设
备的潜力和特点.展开
项:1.一种粉末成型模具,其特征在于:包括外套模(1)和石墨套管(3);所述的石墨套管
(3)设置在所述的外套模(1)的中部空腔内,所述的石墨套管(3)的外壁与所述的外套模(1)的内
壁贴合;所述的石墨套管(3)两端各设置有一密封帽(2);所述的石墨套管(3)内、两个所述的密
封帽(2)之间形成一试样容腔。
粉末挤压的优点在于挤压件长度尺寸不受限制,产品密度均匀,生产可连续进行、效率高、灵活性大,设备简单、操作方便。粉末挤压又分为金属粉末直接挤压和装包套后热挤压两种(见挤压加工)。直接挤压 将塑性良好的**物和金属粉末混合后,置入挤压模具内,在外力作用下使增塑粉末通过一定几何形状的挤压嘴挤出,成为各种管材、棒材及其他异形的半成品。影响挤压过程的主要因素是增塑剂的含量、预压压力、挤压温度和挤压速度。
其他方法①松装烧结。用于制造各种多孔材料和制品,如过滤器等。②粉浆浇注。可制造各种复
杂形状的制品,如管、坩埚、球形器皿及空心制品等。③高能高速成形和爆炸成形。可制造大型
、复杂形状制品,如涡轮叶片等。近年来用于成形激冷凝固粉末引起了普遍的重视。④软模成形
。可成形诸如球体、圆锥体、多台阶体等各种普通压制方法难以成形的压坯。⑤楔形压制。适用
于制造环形长制品和较厚的带材。⑥放电成形。用于中、小型而且形状复杂的制品成形。


郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-63019552.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“淮南粉末成型模具 粉末成型模具粘模 生产可连续进行”留言
- 更多产品










相关分类






