- 产品描述
公司高价回收二手可利用铣刀,二手刀粒,二手钨钢板块,挤压丝攻,数控刀刀片,国产株洲,进口日立,三菱,山特维克,肯纳,戴杰,山高,住友,BIG, NTK, 京瓷,特固克,可洛伊,攀时,,伊斯卡,东芝等刀粒。
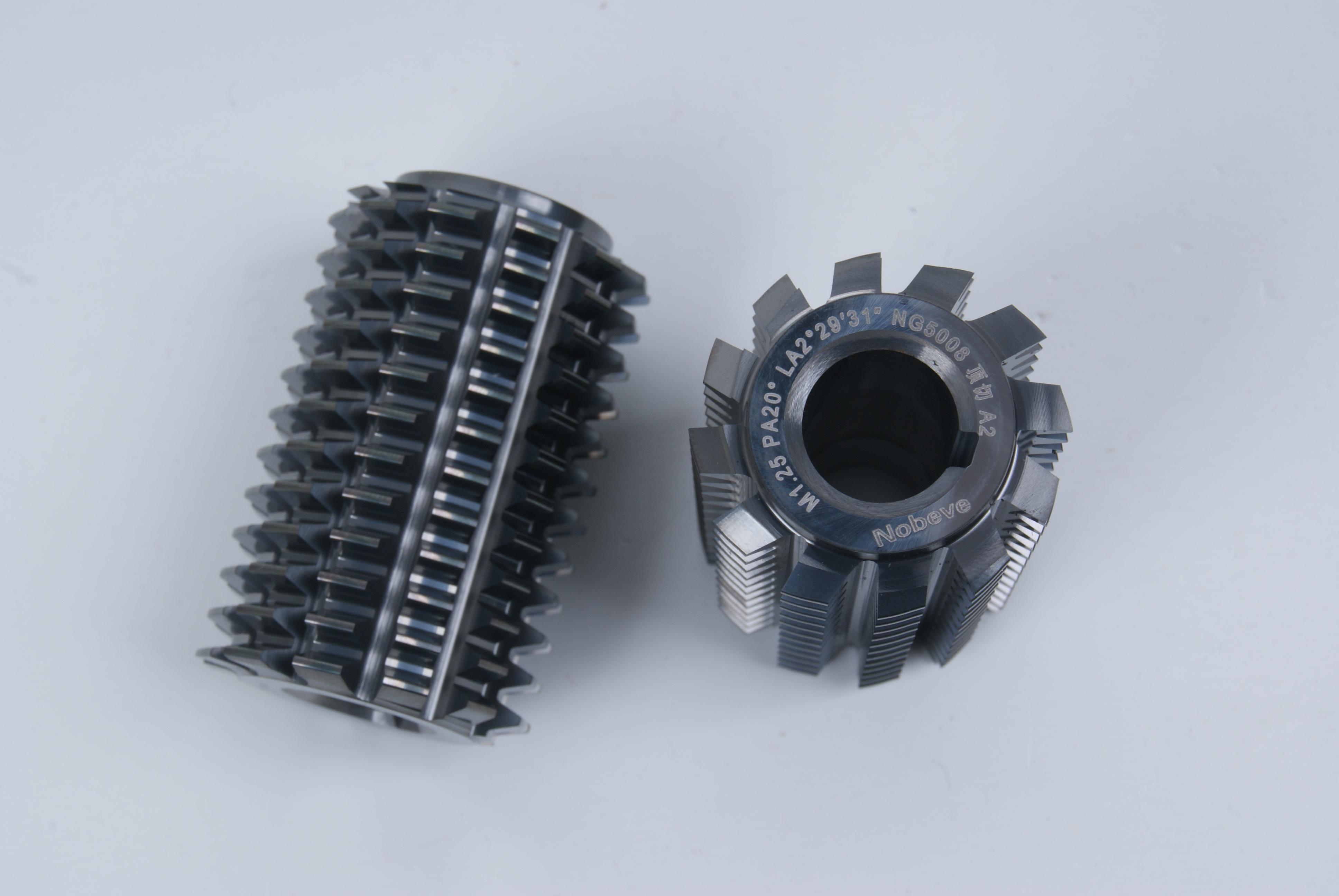
在切齿过程中﹐滚刀的制造误差主要影响齿轮的齿形误差和基节偏差。剃齿前加工齿轮齿形用的滚刀称为剃前滚刀。剃前滚刀的齿形﹐要按剃齿馀量形式的要求制成的形状。齿**带凸角﹑齿根带倒角的滚刀齿形是一种较常用的留剃形式﹐它使被加工齿轮的齿根处有些挖根﹐齿**处有些倒角﹐中间部分剃齿馀量均匀。
废钨钢坚硬致密,所以也重。所以如何鉴别废钨钢的*四点就是重量。基本上,如果你有一桶钨钢,一个成年人几乎提不起来。或者需要很大的力气才能抬起来。或者,家里的朋友可以这样做,拿一块真正的钨钢,称好多种,再称那些不确定的,这样你就有感觉了。远非如此,不是。5.多看多摸多感受要培养手感,只要遵循以上四点,经常用一个真正的钨钢练习手感,感受一下废钨钢的重量、密度、颜色。
硬质合金一般制成焊接结构或机械夹固结构;瓷都采用机械夹固结构。切削部分的几何参数对切削效率的高低和加工质量的好坏有很大影响。前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经**的摩擦阻力,从而减小切削力和切削热。但前角,同时会降低切削刃的强度,减小刀头的散热体积。在选择的角度时,需要考虑多种因素的影响,如工件材料、材料、加工性质(粗、精加工)等,必须根据具体情况合理选择。
滚刀的转速可以从切削速度和滚刀的外径计算出来。对于外径较大但其他特性相同的滚刀,通常采用较低的转速来保持相同的切削速度,从而增加切削时间。此外,滚刀的较大外径增加了滚刀主轴的扭矩。同样,滚刀长度越长,寿命越长,但制造误差会越多,这与滚刀在切削过程中的挠度有关,可能会导致精度问题。按产量来说,行业的趋势是工具寿命较大化。
我公司出价公道,做生意都求双赢,希望能长期友好合作。不管您有多远,您的一个电话我们就会及时赶到!


数控刀片回收,联系电话: ,本公司业务如下:专业回收各种新、废旧机械加工刀具。各类数控刀具、刀片、刀头、铣刀、丝车刀、钻头、刀丝攻、刀杆、合金刀片、钨具,及各种废合金、钨钢、高速钢、钼丝、钨、镍、锥、丝攻,刀柄等。废钨钢类:钨钢立铣刀、铣刀片、数控刀具、硬质合金,回收车床 铣床 磨床 数控加工中心以及配件及各种量具。本公司长期本着“服务好,效率高;诚信好,价格高”的回收理念经营,竭诚为各大企事业单位及个人提供上门服务合作!特在这里向社会寻找合作伙伴、朋友。如果你对这项生意感兴趣,本公司愿和你携手合作,互助互利,共谋发展。
欢迎来到天津市北辰区成鑫数控刀具经营部网站,我公司位于地处于华北平原海河五大支流汇流处,东临渤海,北依燕山,有600多年历史,具有中西合璧、古今兼容的独特城市风貌的天津市。 具体地址是天津北辰公司街道地址,负责人是尹经理。
主要经营钨钢回收。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:商务服务 二手回收 手机通讯设备回收 等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们最大的收益、用户的信赖是我们最大的成果。
本页链接:http://www.cg160.cn/vgy-62369762.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
数控刀片回收,联系电话: ,本公司业务如下:专业回收各种新、废旧机械加工刀具。各类数控刀具、刀片、刀头、铣刀、丝车刀、钻头、刀丝攻、刀杆、合金刀片、钨具,及各种废合金、钨钢、高速钢、钼丝、钨、镍、锥、丝攻,刀柄等。废钨钢类:钨钢立铣刀、铣刀片、数控刀具、硬质合金,回收车床 铣床 磨床 数控加工中心以及配..
- 我要给“天津津南附近的回收滚刀价格”留言
- 更多产品


















