- 产品描述
干粉压制成型模具采用的干压工艺是在准等静压条件下将多孔性金属预成形坯固结到理论密度。
陶粒压制过程是利用陶瓷颗粒作为传力介质,通过该介质将压力传递到多孔预成形坯件上去,使
工件被压制成近净形产品,并且达到完全致密。
等静压成型时液体介质传递的压力在各个方向上是相等的。弹性模具在受到液体介质压力时产生
的变形传递到模具中的粉料,粉料与模具壁的摩擦力小,坯体受力均匀,密度分布均一,产品性
能有很大提高。广义的等静压成型还分为冷等静压和热等静压冷等静压是在常温下对工件进行成
型的等静压法。热等静压是在指在高温高压下对工件进行等压成型烧结一种烧结方法。热等
静压主要应用于高性能的粉末材料制品的成型,如粉末冶金高温合金、粉末冶金高速钢、陶瓷材
料等的工业生产。
粉末锻造将金属粉末压制成预成形坯,烧结后再加热进行锻造(见模锻),以减少甚至完全消除其中的余孔隙的方法,称为粉末锻造。其锻造方式有三种:①热复压。预成形坯的形状接近成品形状,外径略小于锻模模腔内径。因为锻造时材料不发生横向流动,锻件有0~2%的余孔隙度。②无飞边锻造。这种锻造在限模中进行,材料有横向流动,锻件不产生飞边。③闭模锻造。预成形坯的形状较简单,且外径比锻模内径小得多,锻造时产生飞边,是一种与常规锻造相类似的方法。
模压(钢模)成形是粉末冶金生产中采用广的成形方法。18世纪下半叶和19世纪上半叶,西班牙、和英国为制造铂制品,都曾采用了相似的粉末冶金工艺。当时索博列夫斯基(П.Г.Соболевсκий)使用的是钢模和螺旋压机。英国的沃拉斯顿(W.H.Wollaston)使用压力较大的拉杆式压机和纯度较高的铂粉,制得了几乎没有余孔隙的致密铂材。后来,模压成形方法逐渐完善,并用来制造各种形状的铜基含油轴承等产品。
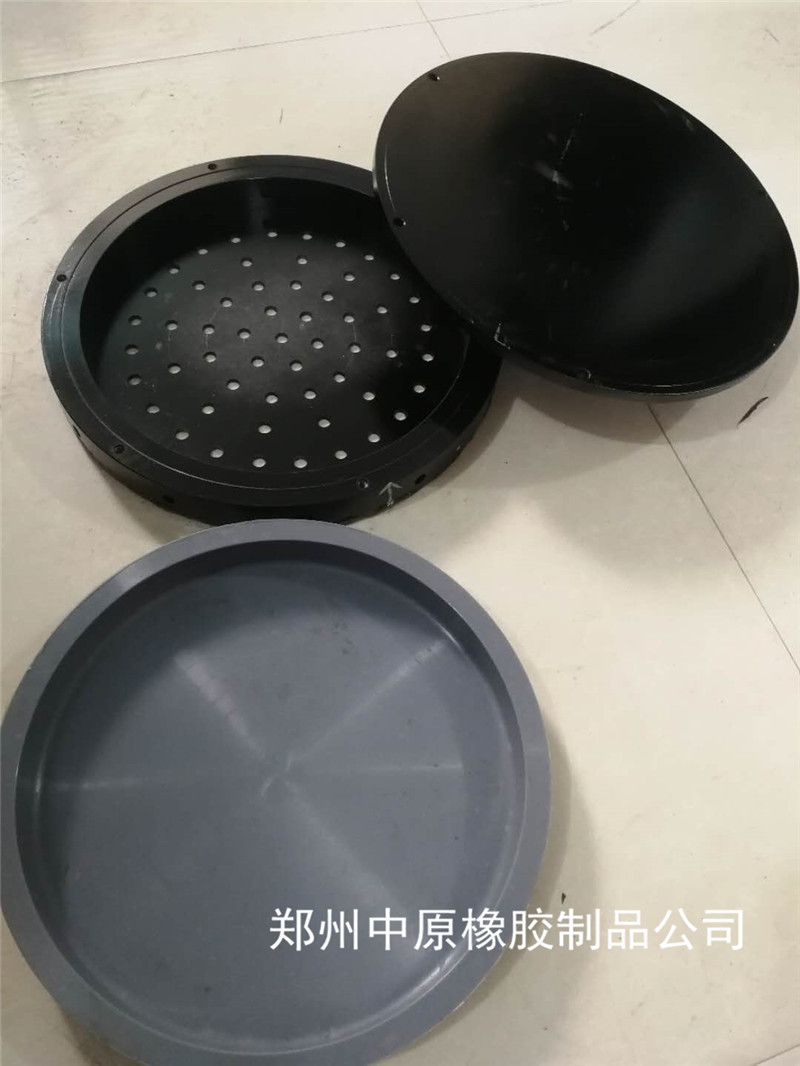
粉末成型模具及成型方法,属于粉末冶金领域,其解决了现有粉末成型技术的坯料和产品有疏松,
气孔和微观不均匀等问题.本发明的模具包括外套模和石墨套管;所述的石墨套管设置在所述的外
套模的中部空腔内,所述的石墨套管的外壁与所述的外套模的内壁贴合;所述的石墨套管两端各设
置有一密封帽;所述的石墨套管内,两个所述的密封帽之间形成一试样容腔;本发明的方法包括粉
末制样封装,模具安装,循环压力成型等步骤;本发明能强化粉末成分的扩散,反应,促进成分和组
织的均匀化和致密化,能够获得致密度很高产品和坯料;同时也充分利用和挖掘现有疲劳试验机设
备的潜力和特点.展开
项:1.一种粉末成型模具,其特征在于:包括外套模(1)和石墨套管(3);所述的石墨套管
(3)设置在所述的外套模(1)的中部空腔内,所述的石墨套管(3)的外壁与所述的外套模(1)的内
壁贴合;所述的石墨套管(3)两端各设置有一密封帽(2);所述的石墨套管(3)内、两个所述的密
封帽(2)之间形成一试样容腔。
粉末轧制将金属粉末喂入一对转动的轧辊辊缝中,由于摩擦力的作用粉末被轧辊连续压缩成形的
方法。它是生产板带状粉末冶金材料的主要工艺。一般包括粉末直接轧制、粉末粘接轧制和粉末
热轧等。粉末轧制的特点是:能生产结构和性能的材料,成材率高,工序少,设备投资小,
生产成本低。


郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-60955035.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“江苏粉末成型模具加工厂 粉末成型模具粘模 操作方便”留言
- 更多产品











相关分类






