
- 产品描述
一、适用范围
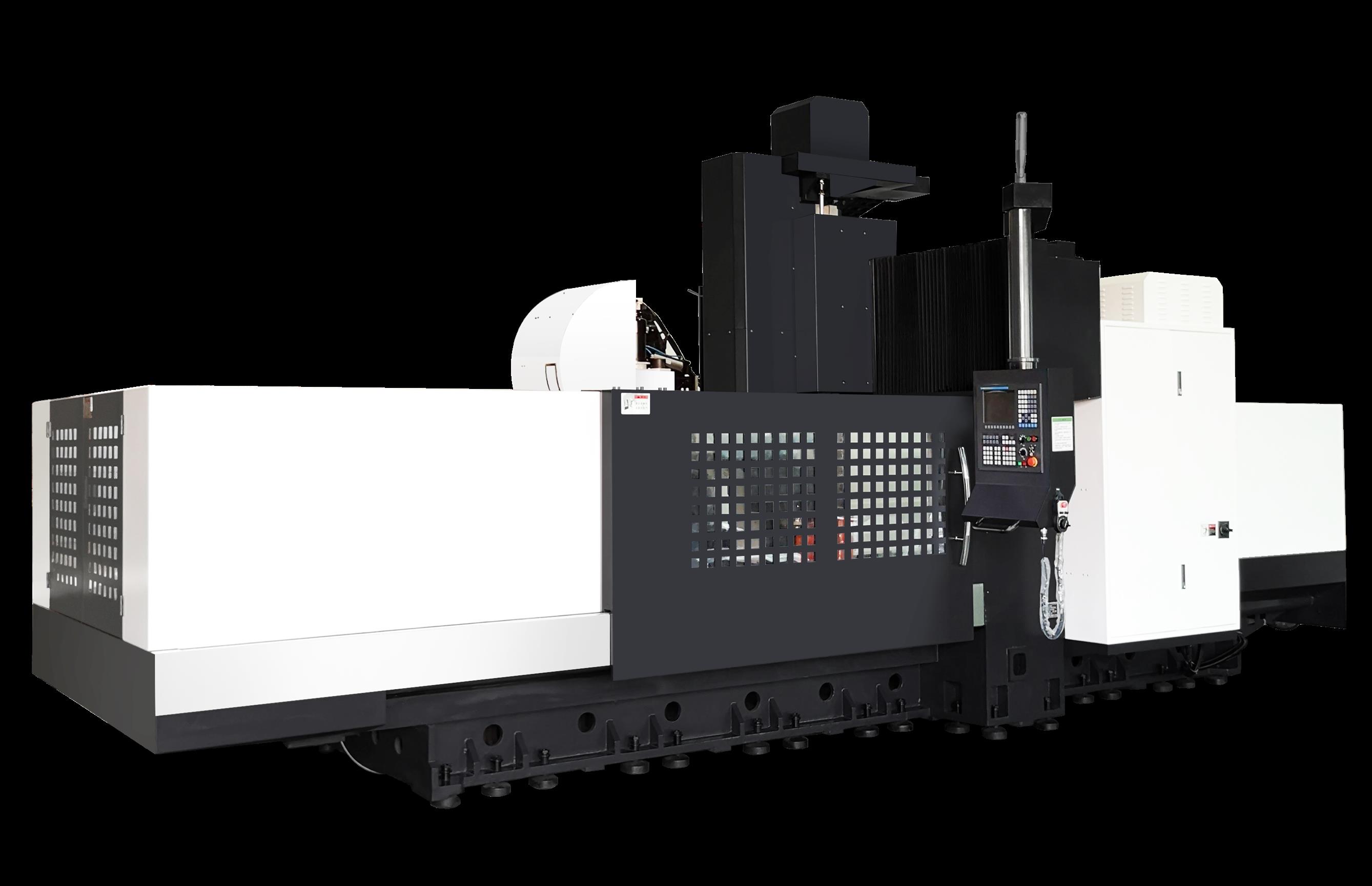
加工中心适用于大型精密复杂的板件,盘件、箱体件,壳体件及模具加工。工件在一次装夹后完成铣、钻、镗、铰、攻丝等多种工序的加工。
二、主要特性
1. 大截面积立柱, 确保机台刚性及加工稳定性。
2. 大截面积横梁且为阶梯式线轨设计。导轨跨距大,主轴中心到滑块距离短,翻转力距小,结构刚性好。
3. Y轴导轨多滑块**刚性结构,此结构抗震性能好,刚性强,稳定性佳。
4. Z轴方型宽硬轨设计,箱型结构头部,有效降低机头重量,增加灵敏的加工反应,较展现 的刚性。
5. Z轴采用双油压缸平衡系统。确保滚珠螺杆与主轴能平顺移动,保持机械重复定位精度。同时,在双配重油压缸系统中增加蓄能器,以提升模具加工Z轴微量移动之灵敏度
6. X、Y轴采用闽台高刚性线轨,刚性强,动态性能佳。进口的大直径实心螺杆,结构紧凑、运动平稳、精度高。特别在三轴移动方面,都安装有高精度伺服电机,组合成无可挑剔的高强度,高稳定性机械传动系统。
7. 高精密、高性能主轴结构 能依据不同加工需求选用皮带或高 速内藏主轴,转速范围在 6000-18000rpm(本系列主轴高转速产品 采用主轴油温冷却器, 确保主轴高速运转恒温,以延长主轴寿命。此外, 使本机展现率与高精度加工特性。传动采用高精度级丝杠、线轨及日本NSK轴承确保传动的高精度及高速稳定性,严格按照闽台 工艺组装确保主轴与电机同心度,运用英国进口动平衡仪校正确保主轴高速转动无偏摆)。
8 、两段式齿轮箱主轴头:
在低转速下提供高扭力,适合重切削需求。在高转速时提供高马达力,适合工件表面光滑度高地加工需求。齿轮箱内的润滑系统不仅维持运转的顺畅,也维持齿轮箱常态保持与恒温的状况 (选配)。 本系列产品经过精心设计,除皮带式头部外,可选配高刚性齿轮箱主轴,耐重切削,加工效率高。
加工中心硬轨和线轨的优缺点,终于讲明白了!
一般加工中心如果用来做产品,就购买线轨,如果是加工模具,则购买硬轨,线轨精度较硬轨高,但是硬轨较结实耐用。那么,他们分别有哪些优缺点呢?今天小编就来为大家科普一下:
硬轨的导轨和床身是一体的铸造件,然后在那基础上加工出导轨,再通过淬火、磨削后加工成的导轨。现在也有床身和导轨不一定一体的,比如镶钢导轨,就是加工后钉接在床身上的。硬轨是导轨是滑动摩擦的,刚性好,承载能力强。
硬轨的优点
1、能够承受较大的载荷,适合大刀量,大进给的粗加工机床。
2、因为导轨的接触面积大,机床运行较加平稳,适合对机床振动要求较高的机床,例如磨床等。
硬轨的缺点
1、材质不均匀,因为一般是铸造成型,所以材质中容易产生夹砂,气孔,疏松等铸造缺陷,导轨面若存在这些缺陷,对导轨的使用寿命和机床精度都是很不利的影响。
2、加工难度较大,因为这种类型的导轨一般是跟机床的主要部件例如底座、立柱,工作台,滑鞍等一体相连,所以在加工过程中,其形位公差,粗**度要求,时效处理,淬火处理等过程难以控制,从而导致零件的加工质量不能达到装配的要求。
3、装配难度大,“装配”这个词的意思就是既要装也要配,而这个配的过程就是一个技术与体力相结合的过程,不是一般的工人可以完成的,需要技术相对数量,对机床整体精度都有相当把握的装配工人才能完成,同时还需要配备铲刀,平尺、角尺、方尺、百分表,千分表等相应工具才能完成。
4、使用寿命不长,这个只能是相对而言,在同样的保养和使用条件下,普遍的硬轨的使用寿命是小于线轨的使用寿命的,这和他们的运动方式有很大的关系,硬轨是滑动摩擦运行的,而线轨是滚动摩擦运行,从所受的摩擦力而言,硬轨所受的摩擦力要远远大于线轨所受的摩擦力,特别是在润滑不充分的情况下,硬轨的摩擦较甚。
5、维修成本过高,硬轨的维修无论在难度上还是维修成本上都远远大于线轨的维修,如果在铲刮余量不足的情况下,可能牵涉到将机床的大件全部拆散,从新做淬火处理和机械加工,较甚者可能会要重新铸造该大件,而线规只要更换相应的线轨即可,基本上不会很大的影响相关大件的使用。
6、机床的运行速度低,硬轨因为其运动方式和说承受的摩擦力过大,所以通常不能承受过快的运行速度,这和现在的加工理念是有一定的相违背的。尤其很多工厂的工人并不具备机床相应的保养知识,很多时候他们只知道使用机床,却很大程度的忽略了机床的保养,而机床轨道的保养是重中之重,一旦轨道润滑不充分,就会引起轨道烧死或者磨损过渡,这些对机床的精度而言都是致命的伤害。
线轨通常指滚动导轨,常称这类元件为“直线导轨”。直线导轨本身分两部分:滑轨和滑块。滑块内有内循环的滚珠或滚柱,滑轨的长度可以定制。它是一种模块化的元件,是有厂家生产的标准化系列化的单独的产品,可以安装在机床上,磨损后可以拆卸下来更换。线轨是滚动摩擦,速度快,阻力小,润滑也方便。
线轨的优点
1、装配方便简单,只要稍加培训就可以完成高质量的装配。因为机床的精度很多啊程度就决定在传递机构的精度,传动机构一般有线轨和丝杆组成,也就是说线轨和丝杆本身的精度就决定了机床的精度,而线轨和丝杆一般都是以标准件的形式存在,你只要选择制造商提供的相应精度,一般都不会有很大的问题。
2、选择余地大,无论是从线轨的结构形式还是精度等级,润滑方式还是承重能力,加工方式到运行速度等等参数都是可以选择,你可以根据你设计的机床的具体情况,任意配置你所需要的线轨型号。
3、运行速度快,现在很多机床的运行速度较快,特别是空程速度,这个很大程度上就是依赖线轨的功劳,因为滚动摩擦的运行方式以及高精度的加工,切实的保证了机床高速运行的性和平稳性,大幅度的提升了加工效率和加工精度。
4、加工精度高,因为线轨作为一种标准商品,其无论是材质还是加工方式都进入了良性的可控范围,所以在很多精加工领域的机床,大部分都是采用高精度的线轨作为机床导轨,这也较大的保证了机床的加工精度,国内做得比较好的有南京工艺,汉江线轨,闽台有上银线轨,德国有力士乐公司,日本有THK线轨等等,这些较大的丰富和满足了市场对各种不同要求的线轨的需求,个人喜欢选用日本的THK,性能稳定,做工精细,就是价格偏高。
5、使用寿命长,因为线轨的运行方式是滚动摩擦,滑块里的钢珠通过在轨道上的滚动来驱动进给部件的移动,这种滚动摩擦所承受的摩擦力较硬轨要小的多,所以无论是传递效率还是使用寿命,线轨都要较硬轨理想很多。
6、维修成本低,无论是从维修成本还是维修的方便性来说,线轨都有着其**的优势和便捷,因为作为一种标准件,线轨的更换形式和更换一颗螺钉是一样的,当然还存在精度上的一些回复调整,但是相比硬轨而言,那真是太方便了。
7、交货周期短,线轨一般的交货周期都在半个月内可以完成,除非你选用的是国外,例如力士乐和THK ,其实这两个也是在国内有相应的加工厂的,只要你选择的线轨型号不是很偏的那种,基本上半个月左右的交货期还是可以保证,而闽台上银的线轨甚至可以做到一个星期的交货周期,但是同样的硬轨就没有这么好的时间把控能力了,如果动作比较大的话,例如要重新铸造,那周期可能在几个月以上都是说不定的。
线轨的缺点
1、承载能力相对较小,这种相对较小只是针对硬轨而言,其实现在很多大厂的线轨通过结构上的一些设计,已经较大的提升了其承载的能力,当然相对硬轨的承载能力来说,它还是相对小一点。
2、平稳性相对硬轨有一定的偏弱,例如抗振动的能力等,但是我还是要强调一下,这种偏弱都是相对硬轨而言的,其实现在很多线轨的平稳性也是做得非常好的,只要你设计的设备不是太过的要求,一般都是能够满足需要。
3、运输和装配过程中要特别注意对线轨的保护,因为作为一种标准件,其*特的结构特点,让它处于一种比较容易受到损坏的尴尬境地,例如形状细长从而导致线轨的刚性不足,在受挤压是容易发生弯曲和变形,从而导致精度的丧失;又例如因为是钢件,如果没有做到防锈处理,在运输和装配过程中接触到水或其它溶剂,容易产生锈迹和腐蚀等现象,从而导致精度的丧失。
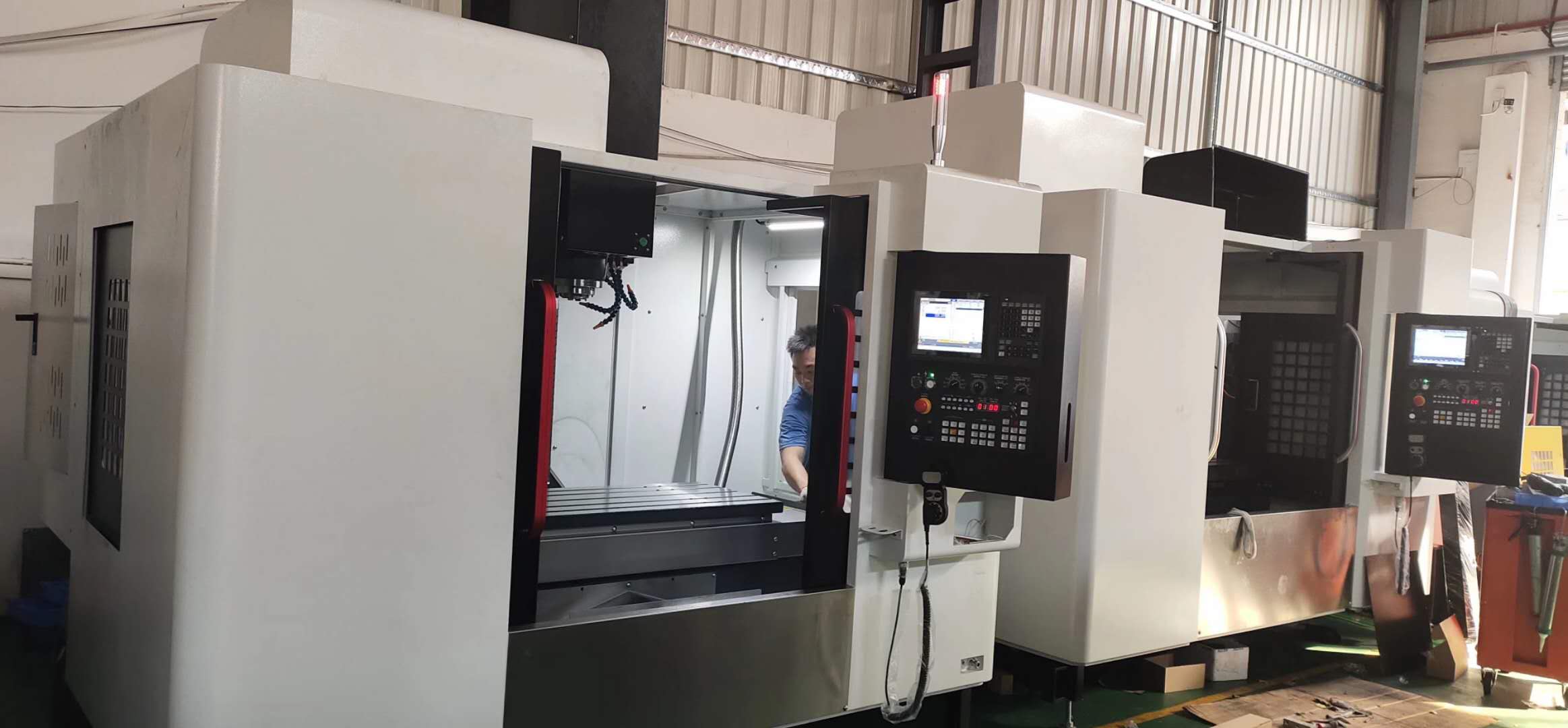
1、三轴硬轨加工中心850机台占地面积小,人性化设计,850和1050为后排屑设计,两侧自动螺排,减少人工清理时间。
2、换刀速度2Sec,刀库容量24把,换刀装置再升级,使用高速液压打刀,达到稳快的效果。
3、三轴伺服马达为3KW,惯量加大,可以获得较好的加速度和动态性能。
4、主轴电机11KW,瞬时可达15KW,切削力大。
5、标配皮带头8000r/min,选配10000r/min,切削效率高,皮带传动,避免电机过热,减少主轴热变形。
6、选配直联头10000r/min,12000r/min或者15000r/min,带油冷机,提高加工精度及表面光洁度。
7、主轴**采用迷宫设计,带吹气方式,防止切削液进入主轴轴承。
8、配备容积式及强制润滑油系统,保证全机各运动部件润滑良好。
9、机床底座立柱皆由良好的铸铁铸造而成,再热处理,对称结构设计,降低机床扭曲变形,提高机床精度稳定度。
10、选配皮带头主轴中心出水,切削液从中心**输出,确保深孔加工时排屑移除,提高加工速度,并延长使用寿命。
11、850三轴硬轨加工中心可选配BT40齿轮头主轴,分为高低两档,低挡时可输出500Nm的切削力,时,转速可达6000r/min,加工效率和精度高。
12、系统标配FANUC Oi-F,选配三菱M80B。
使用说明
本公司产品不断改进,上述资料若有变更,恕不另行通知!产品参数以新参数资料为准,需要线下洽谈
具体规格型号价格请联系卖家!!!
设备特点:
☆ 适用于工业铝合金型材、门窗、幕墙铝合金型材的圆孔、槽孔、锁孔、异形 孔等以及铝型材的铣削、倒角、平面雕刻等工序的加工。
☆ 主轴采用风冷电主轴,功率 3.5kw,转速 0~18000rpm,精度高,安全性好, 可靠性高。
☆ 采用闽台新代 CNC 数控系统。配备 CAD-CAM 编程软件。自动转换加工 G 代码,操作简单,效率高,劳动强度低。
☆ 运动副全部采用进口导轨、滑块,X 轴采用高精度斜齿轮、斜齿条传动,Y 轴、 Z 轴采用高精度滚珠丝扛传动。传动平稳,有效提高整机精度。
☆ 工作台翻转 180 度。-90 度~0 度~+90 度,型材一次装夹可以实现三面加工。
☆ 加工深通孔(异形孔)时,通过工作台翻转实现深孔加工,提率,质量 好。
☆ 采用手动泵供油系统,采用系统控制喷雾冷却装置。
☆ 主要电器件、断路器、交流接触器均采用法国施耐德产品。
☆ 机床主要部件采用钢结构全部经过时效处理。

东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技术向产业化转化的过程。我们有专业的机床制造理念及技术,有人性化的研发和设计;我们拥有一系列高精密检测设备,一批高素质的专业技术人才。我们的设备广泛应用于工业各个领域,如手机零配件、塑胶模具、五金模具手板模型、手机镜片、亚克力、铝件、电子治具等加工行业。捷海纳数控对产品进行了针对性较强的系列化整合,较终提供给用户的不仅仅是产品还能向用户提供整套工艺解决方案;捷海纳数控始终将产品品质视为自己的生命线,坚持品质发展的质量方针。公司经营理念:以诚信为本,质量为基,服务为体!
欢迎来到东莞市捷海纳数控设备有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞莞城公司街道地址,负责人是郑先生。
主要经营高速钻孔攻牙机。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 五金加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-60648843.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市捷海纳数控设备有限公司
商铺首页 |
更多产品 |
联系方式
东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技..
- 我要给“重庆1160数控加工中心定制”留言
- 更多产品











相关分类






