- 产品描述
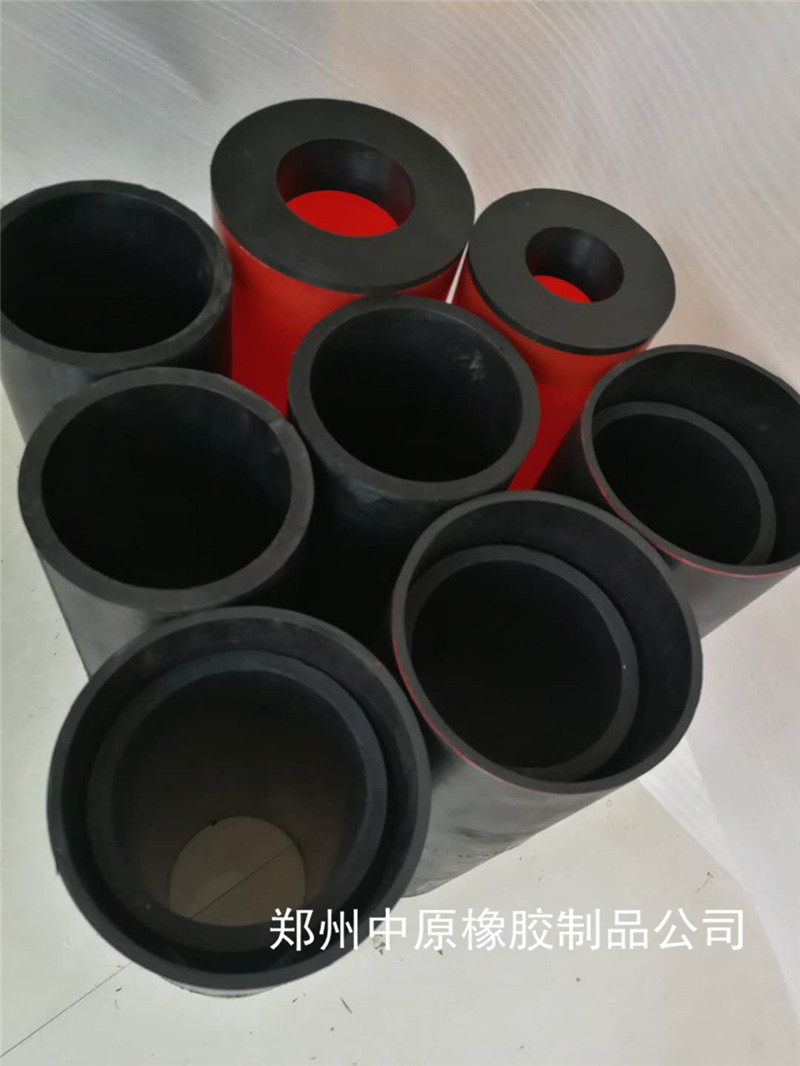
干粉压制成型模具采用的干压工艺是在准等静压条件下将多孔性金属预成形坯固结到理论密度。
陶粒压制过程是利用陶瓷颗粒作为传力介质,通过该介质将压力传递到多孔预成形坯件上去,使
工件被压制成近净形产品,并且达到完全致密。
等静压成型时液体介质传递的压力在各个方向上是相等的。弹性模具在受到液体介质压力时产生
的变形传递到模具中的粉料,粉料与模具壁的摩擦力小,坯体受力均匀,密度分布均一,产品性
能有很大提高。广义的等静压成型还分为冷等静压和热等静压冷等静压是在常温下对工件进行成
型的等静压法。热等静压是在指在高温高压下对工件进行等压成型烧结一种烧结方法。热等
静压主要应用于高性能的粉末材料制品的成型,如粉末冶金高温合金、粉末冶金高速钢、陶瓷材
料等的工业生产。
粉末冶金成形是粉末冶金生产中的基本工序,目的是将松散的(金属,陶瓷,或其他材料)粉末在模具中通过压力制成具有预定几何形状、尺寸、密度和强度的半成品,然后通过脱模得到半成品毛坯。该半成品至少还需要经过后序的烧结工序才会变为成品。
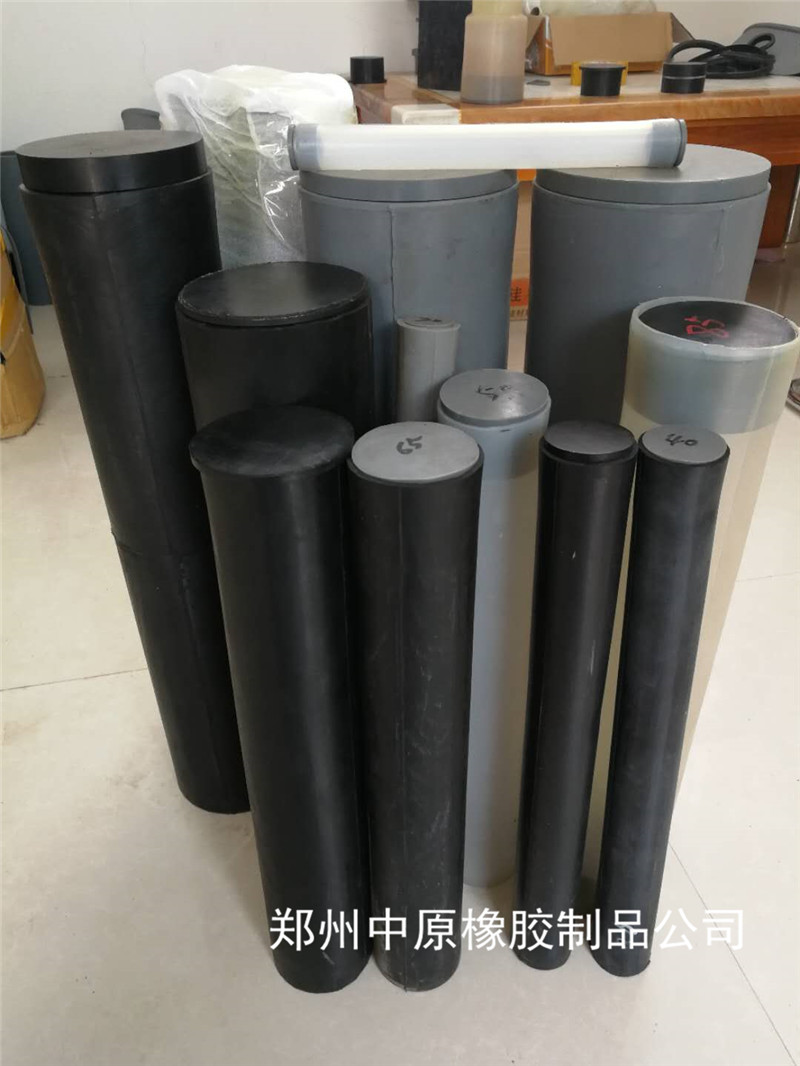
粉末挤压的优点在于挤压件长度尺寸不受限制,产品密度均匀,生产可连续进行、效率高、灵活性大,设备简单、操作方便。粉末挤压又分为金属粉末直接挤压和装包套后热挤压两种(见挤压加工)。直接挤压 将塑性良好的**物和金属粉末混合后,置入挤压模具内,在外力作用下使增塑粉末通过一定几何形状的挤压嘴挤出,成为各种管材、棒材及其他异形的半成品。影响挤压过程的主要因素是增塑剂的含量、预压压力、挤压温度和挤压速度。
无飞边锻造和闭模锻造常用于生产要求致密度很高的零件。预成形坯的设计和制造是粉末锻造的关键步骤。此外,对于热锻预成形坯必须加以保护,以免氧化和脱落的氧化皮陷入锻件中造成锻造废品。
等静压通过液体或气体传递压力使粉末体各向均匀受压而实现致密化的方法,称为等静压制,简
称等静压(见等静压加工)。等静压可分为冷等静压和热等静压两种。

郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-59547305.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“盐城粉末成型模具加工厂 粉末冷压成型模具 灵活性大”留言
- 更多产品










相关分类






