- 产品描述
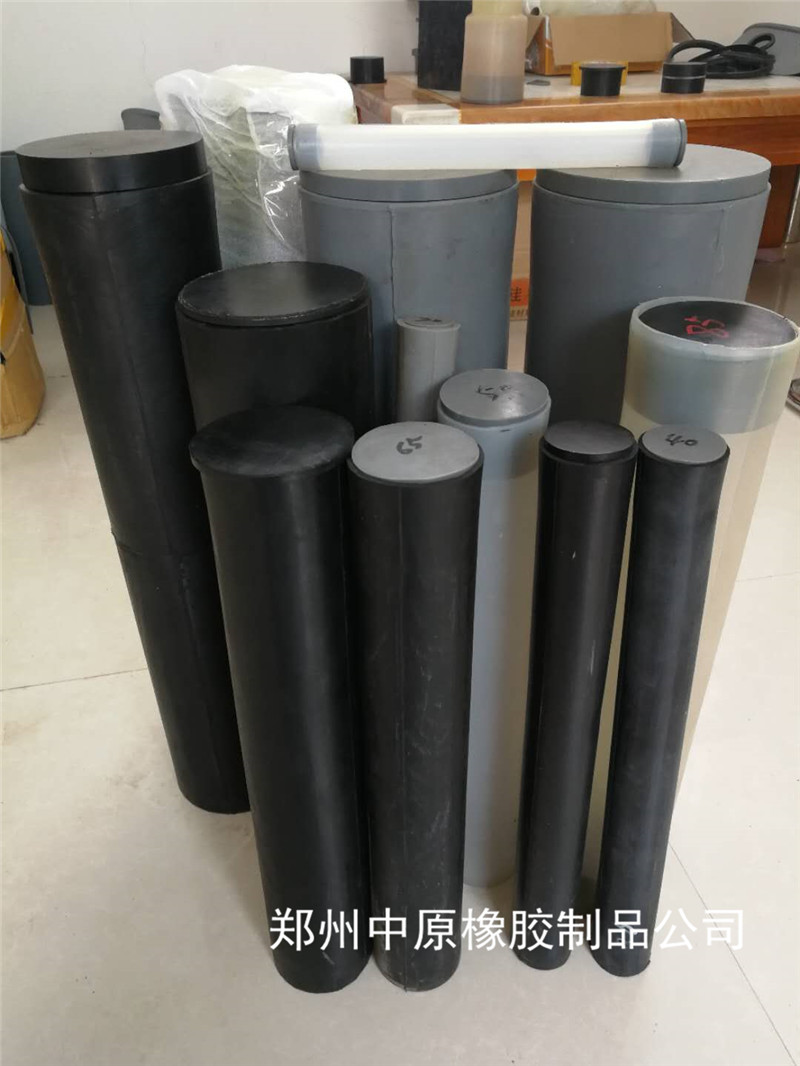
粉末成型模具作为一个重要的成型工艺中的工具,它的质量和寿命是决定零件的质量与寿命的重
要因素,因此,提高干粉压制成型模具的质量和寿命,对扩零件的应用范围是非常重要的。
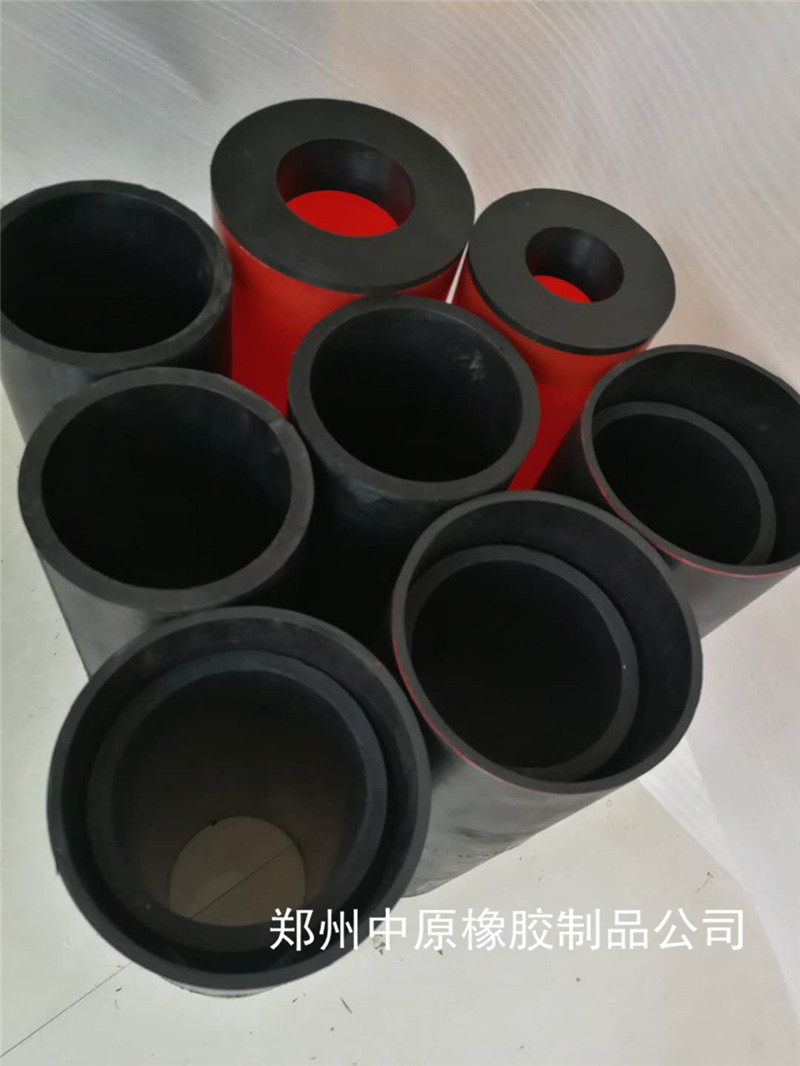
冷等静压 通常是将粉末密封在软包套内,然后放到高压容器内的液体介质中,通过对液体施加压力使粉末体各向均匀受压,从而获得所需要的压坯。液体介质可以是油、水或甘油。包套材料为橡胶之类的弹塑性材料。金属粉末可直接装套或模压后装套。由于粉末在包套内各向均匀受压,所以可获得密度较均匀的压坯,因而烧结时不易变形和开裂。其缺点是压坯尺寸精度差,还要进行机械加工。冷等静压已广泛用于硬质合金、难熔金属及其他各种粉末材料的成形。
粉末锻造将金属粉末压制成预成形坯,烧结后再加热进行锻造(见模锻),以减少甚至完全消除其中的余孔隙的方法,称为粉末锻造。其锻造方式有三种:①热复压。预成形坯的形状接近成品形状,外径略小于锻模模腔内径。因为锻造时材料不发生横向流动,锻件有0~2%的余孔隙度。②无飞边锻造。这种锻造在限模中进行,材料有横向流动,锻件不产生飞边。③闭模锻造。预成形坯的形状较简单,且外径比锻模内径小得多,锻造时产生飞边,是一种与常规锻造相类似的方法。
粉末轧制将金属粉末喂入一对转动的轧辊辊缝中,由于摩擦力的作用粉末被轧辊连续压缩成形的方法。它是生产板带状粉末冶金材料的主要工艺。一般包括粉末直接轧制、粉末粘接轧制和粉末热轧等。粉末轧制的特点是:能生产结构和性能的材料,成材率高,工序少,设备投资小,生产成本低。
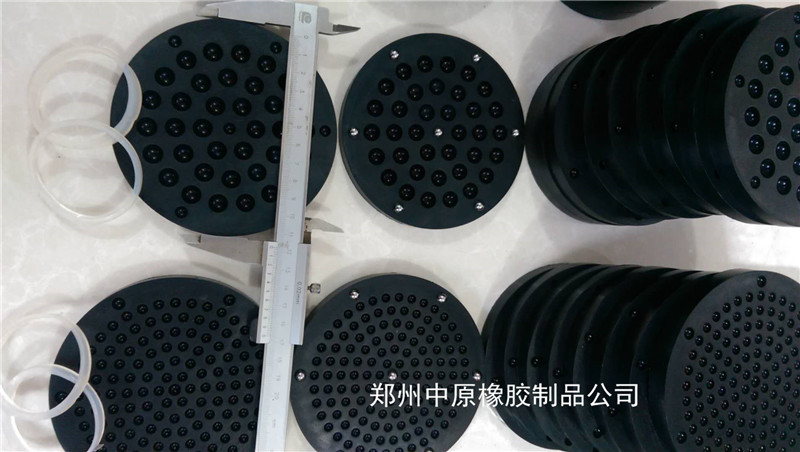
压模和压机 模压成形的主要设备是压模和压机。压模设计的原则是:充分发挥粉末冶金少切削和无切削的工艺特点,保证达到压坯质量的三项要求(即几何形状、尺寸精度和光洁度、密度的均匀性);合理地选择模具材料和压模结构,提出模具的加工要求。
其他方法①松装烧结。用于制造各种多孔材料和制品,如过滤器等。②粉浆浇注。可制造各种复
杂形状的制品,如管、坩埚、球形器皿及空心制品等。③高能高速成形和爆炸成形。可制造大型
、复杂形状制品,如涡轮叶片等。近年来用于成形激冷凝固粉末引起了普遍的重视。④软模成形
。可成形诸如球体、圆锥体、多台阶体等各种普通压制方法难以成形的压坯。⑤楔形压制。适用
于制造环形长制品和较厚的带材。⑥放电成形。用于中、小型而且形状复杂的制品成形。

郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-59345690.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“晋中粉末成型模具 粉末注塑成型模具 多年行业经验”留言
- 更多产品










相关分类






