- 产品描述
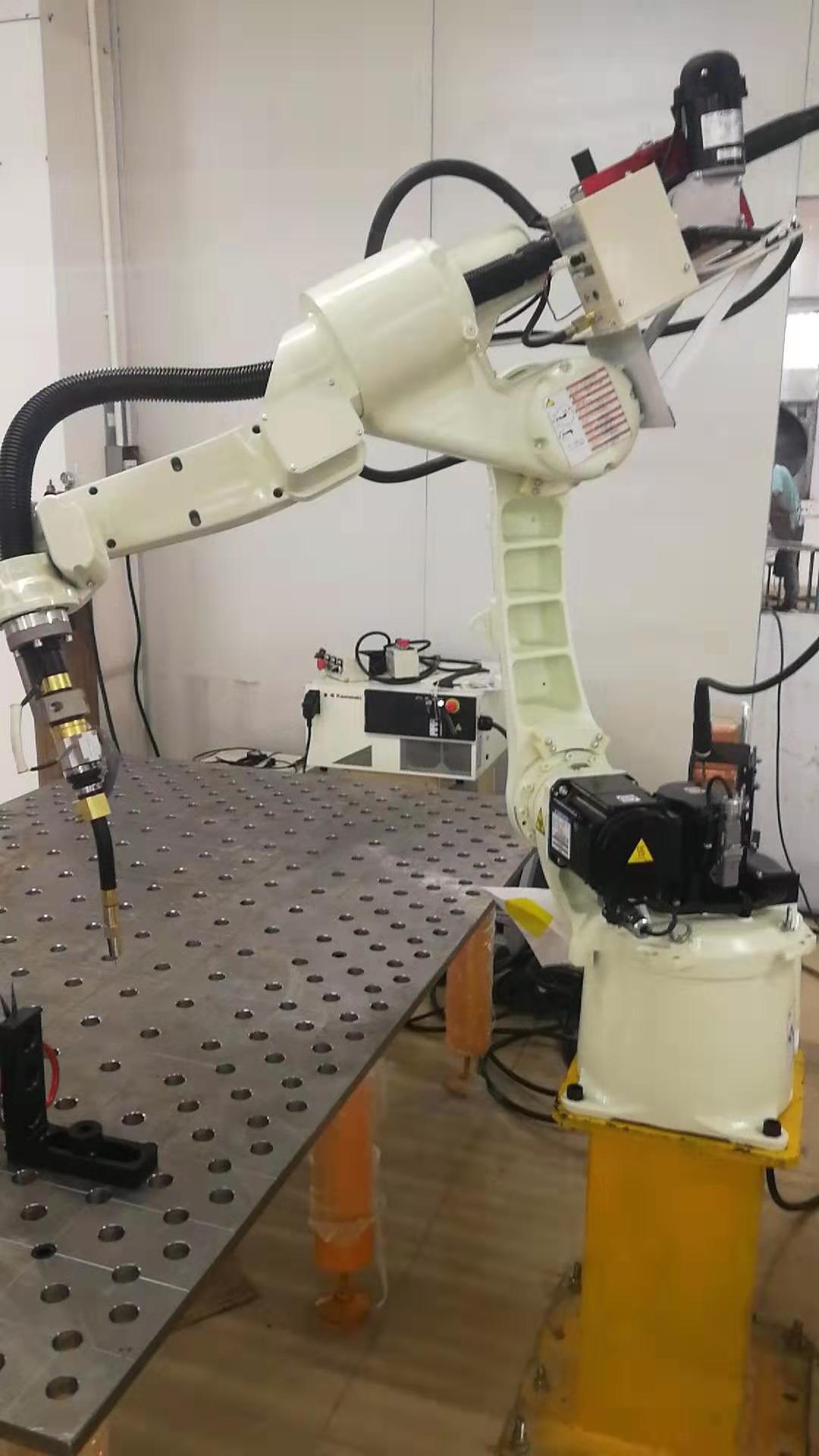
焊接机器人可以在各个焊点之间快速移动,生产效率非常高,使得生产周期缩短。通常,机器人焊接系统的工作效率可达人工的两至四倍。此外,当前机器人加工的设计较能适应生产方式的快速转变。因此,焊接机器人可以灵活的适应各类工作,提高生产效率。
机械手激光焊接机焊接工艺的区分 激光溶焊具有功率密度高,加热集中,可以焊接高熔点材料,焊缝宽度小,直线性好,焊缝技术强度相对较高等优点。缺点是焊缝易腐蚀,焊接中熔孔稳定性要求高,焊接参数调节范围小,焊缝缺陷率很高,焊缝表面不平整,需后续打磨工序。 激光钎焊的优点是,激光能量底,热影响和车身变形小,可焊接复杂的几何形状,镀锌层烧损少,焊缝不宜腐蚀,焊接参数调节范围大,焊接飞溅少,焊接状态稳定,焊缝缺陷率较低,焊缝成形美观,焊后仅需简单处理甚至*处理。在无焊接缺陷的前提下对比溶焊所得到的焊缝强度略低,激光钎焊对焊丝和光斑以及焊点三处的相对位置精度要求高。
机械手激光焊接机焊缝搭接方式 白车身目前普遍采用的焊缝搭接方式包括:双层/多层重叠搭接,角焊缝,法兰对接焊缝。不同的车身部位目前采用的搭接方式不同,主要是出于对母材材质,焊缝强度,外观以及焊接成本等因素的考虑。
机械手激光焊接机双层/多层重叠搭接 目前采用多的焊缝搭接形式,主要用于汽车A,B,C柱、车底、侧围、挡泥板等多个部位。这种拼接方式主要采用激光深熔焊,焊接精度要求低,形成的焊缝强度高,设备价格低,操作简单。但在焊接镀锌板以及表面带有油和水的材质时,由于镀锌层和水油气的挥发较易形成气孔甚至透洞等焊接缺陷。在焊接前大多需要对板材打锚,使板材间形成空隙,易于排出挥发气体。板材间空隙距离须确保在0.2–0.3毫米之间,空隙太小排气效果差,空隙过大焊缝易形成塌陷,这就对打锚设备精度提出很高要求,并增加生产工序,降低生产效率。 机械手激光焊接机为了提高焊接速度,目前市面上有多种飞行激光焊头,其所焊接的焊缝拼接多是双层叠加。
现代工人较追求工作的安全及舒适,导致用工成本的不断增长,各种职业病防护也需要投入不少资金。相比之下,焊接机械手可以避免很多问题,完全是任劳任怨,一丝不苟的完成任务。一次投入,受益,三五个月就能收回设备成本,甚至较短的时间就能收回。如果焊接机械手搭配自动上料机构,一个工人就可以同时操作很多台设备,从而达到节省生产成本。机械手构造主要由执行机构、驱动机构和控制系统部分组成。 手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度 。为了抓取空间中任意位置和方位的物体,需有6个自由度。自由度是机 械手设计的关 键参数。自由 度越多,机械手的灵活性越大,通用性越广,其结构也越复杂。一般机械手有2~3个自由度。控制系统是通过对机械手每个自由度的电机的控制,来完成特定动作。同时接收传感器反馈的信息,形成稳定的闭环控制。控制系统的**通常是由单片机或dsp等微控制芯片构成,通过对其编程实现所要功能。


我公司位于深圳市公明,于2005年成立,拥有3台汽车配送。仓库面积1500平方,我们专业批发各种焊接设备,焊接材料,各种劳保用品。我们有3名修理工程师,专业修理各种焊接设备,出租一切焊接切割设备,欢迎大家联系、、我的焊机Q,上面有焊接视频
欢迎来到深圳市欣东港贸易有限公司网站,我公司位于经济发达,交通发达,人口密集的中国经济中心城市—深圳。 具体地址是广东深圳公司街道地址,负责人是邢浩。
主要经营自动焊机。
欢迎关注本公司,本公司专业经营焊接切割 焊接设备 电渣焊设备 等产品,拥有经典的技术和一流的服务!
本页链接:http://www.cg160.cn/vgy-59125883.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于深圳市欣东港贸易有限公司
商铺首页 |
更多产品 |
联系方式
我公司位于深圳市公明,于2005年成立,拥有3台汽车配送。仓库面积1500平方,我们专业批发各种焊接设备,焊接材料,各种劳保用品。我们有3名修理工程师,专业修理各种焊接设备,出租一切焊接切割设备,欢迎大家联系、、我的焊机Q,上面有焊接视频
- 我要给“揭阳机械手焊机 机械手焊接”留言
- 更多产品