
- 产品描述
我公司是制造各种金刚石工具.磨具和刃具的工厂,设备,技术精良。
主要厂品有:
一.金刚石工具(砂轮金刚笔.四角刀.成型刀.金刚笔.修正器.刻字笔.玻璃刀.车刀等)
二.人造金刚石磨具(金刚石电镀砂轮.树脂砂轮、修整滚轮等)
三.刃具(车刀.铣刀等)
上述产品规格齐全,质量稳定,并能根据客户要求研制规格的新产品,使之提高工效,减少开支。同时也承接来料加工,维修翻新。
我们厂的宗旨是:质量,用户至上,价格合理,诚信合作。
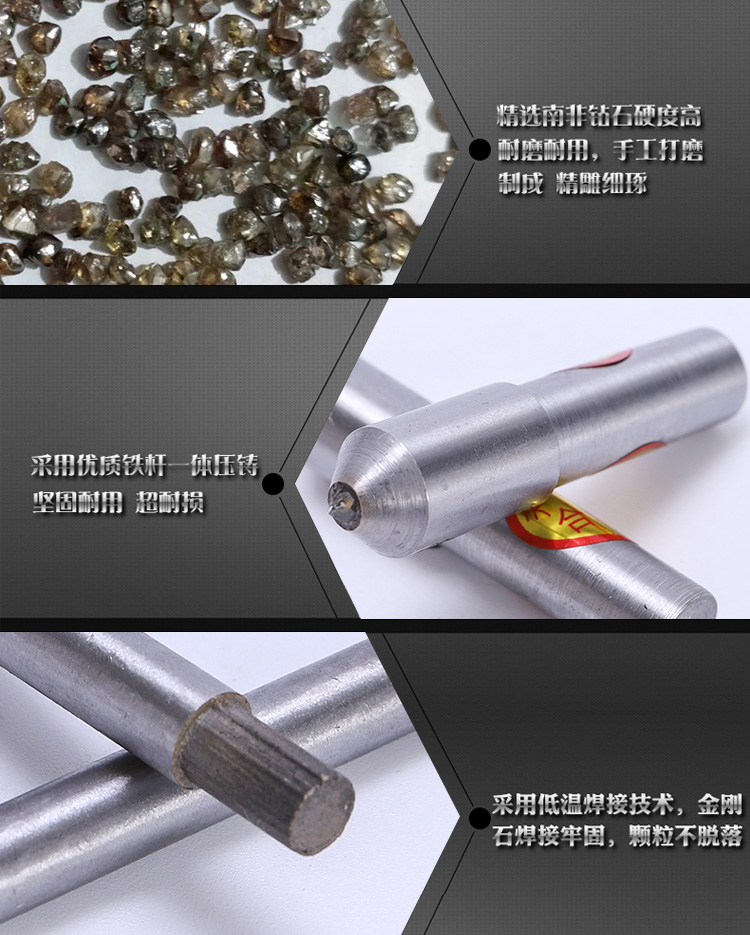
金刚石砂轮金刚笔具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。金刚石砂轮金刚笔的上述特性是由金刚石晶体状态决定的。在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有较高硬度。由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍**单晶金刚石。但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开。
在使用砂轮金刚笔时应该注意些什么?下面由晟鑫杰公司的小编为大家介绍一下:
1. 在放置金刚石修整器的头到夹座时,注意不要撞击到砂轮表面。
2. 不能将单点的金刚石修整工具头垂直地对准砂轮中心,一般需倾斜10-15°。
3. 不能对发热的砂轮金刚笔进行“淬火”(指突然变冷)。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。
4. 不能假定砂轮表有理想的平整。在开始修整时,找出砂轮的点位置,进行修整。
5. 如果可能的话,每次砂轮的修除量,在砂轮的半径上不能**过0.001英寸。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。
6. 但也不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。
7. 注意在使用金刚石修整器的过程中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。
8. 不能继续使用磨损或损伤了的砂轮金刚笔。应及时对它进行调整或替换。
9. 不能在粗修整时选择过大修除量和太快的横向进给速度,然后在精修整时再选择小修除量和缓慢的横向进给速度。这样将会很快地损坏砂轮金刚笔。如果可能的话,建议粗修整和精修整时,选择同样的横向进给速度。
如果您对以上有任何需要补充的,欢迎随时与我们**联系!!
随着机械加工的产品质量日臻,金刚石砂轮金刚笔的设计者不约而同地将轴类零件台阶、端面、曲面等型面的90°夹角通过R圆弧设计进行光滑过渡,这样的设计,在外观上增加零件的美观度和舒适度,在功能上利用圆弧角度释放扭矩载荷产生的应力集中,在避免零件装配干涉的同时有效避免应力集中产生裂纹。
晟鑫杰砂轮金刚笔公司的工艺装备中心承制的金刚石修整器在舵面铰链螺栓、安全销等本体零件磨削加工中,这些零件的R形圆弧的精度要求非常高。通常,零件外圆、内圆根部、端头的R角一般通过车床磨削车刀来加工成型,但当外圆、内圆有较高精度要求时,车床加工无法满足,需要使用外圆磨床砂轮金刚笔进行精加工,R形角与外圆的过渡就成了**的环节。
在精密制造行业,随着晟鑫杰金刚石修砂轮金刚笔产品性能的不断提高,对表面质量的要求越来越高。修整器的性能要求十分严格,首先金刚石不能脱落,否则会划伤晶圆表面;其次,金刚石分布要均匀,金刚石必须朝上,出刃高度一致。因此,采用真空钎焊和金刚石有序排列的制作方法比较适合。我公司于2016年开展的金刚石砂轮金刚笔的研制工作,样品曾经送到**有关单位测试和使用,一些性能均已经达到要求,样品尺寸规格为5101.6×36,内孔直径56,厚度5,金刚石粒度80/100,排列间距0.386×0.386。
我们全体员工向客户承诺:同样的价格我们的质量较好,同样的质量我们的价格较廉,同质同价的产品我们的服务较优。


..岛晟鑫杰金刚石工具有限公司是生产**金刚石修整器的厂家。主要产品有金刚石成型刀、车刀、砂轮刀、四角刀、金属笔、金刚石修整器、金刚石滚轮、金刚石拉丝模、玻璃刀、刻花刀、硬度计压头、金刚石铰刀、硅刀、金刚石砂轮、及**钻石、钻戒等。还可定制来料加工及修理,原料主要来源于南非、比利时。山东金刚石修整器厂家是一家生产精密砂轮修整的制造企业。通过十多年的发展我们积累了丰富的砂轮修整制造经验,培养了一批有相当水平的技术人员和加工制造的生产骨干,拥有国内外精密的加工设备和的检测仪器,产品设计合理,工艺,质量可靠。其中率高精密**金刚石笔,大尺寸砂轮修整刀,数控成型砂轮修整刀,异形非标砂轮修整刀等产品**全国各大精密机械制造企业,产品质量受到广大用户的一致好..
欢迎来到青岛晟鑫杰金刚石工具有限公司网站,我公司位于中国着名的品牌之都—青岛市 具体地址是山东青岛李沧区公司街道地址,负责人是崔小姐。
主要经营金刚石修整器。
我公司主要供应超硬材料 超硬制品 金刚石工具 等,公司致力于市场的拓展与产品的开发,保证为用户提供优质的产品和一流的服务。如果你对我们公司的产品感兴趣,那就赶紧来电咨询订购吧!
本页链接:http://www.cg160.cn/vgy-58779657.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于青岛晟鑫杰金刚石工具有限公司
商铺首页 |
更多产品 |
联系方式
..岛晟鑫杰金刚石工具有限公司是生产**金刚石修整器的厂家。主要产品有金刚石成型刀、车刀、砂轮刀、四角刀、金属笔、金刚石修整器、金刚石滚轮、金刚石拉丝模、玻璃刀、刻花刀、硬度计压头、金刚石铰刀、硅刀、金刚石砂轮、及**钻石、钻戒等。还可定制来料加工及修理,原料主要来源于南非、比利时。山东金刚石修整器厂家..
- 我要给“莫氏一号金刚笔_沈阳无心磨床金刚石修整器_金刚笔规格”留言
- 更多产品

















