- 产品描述
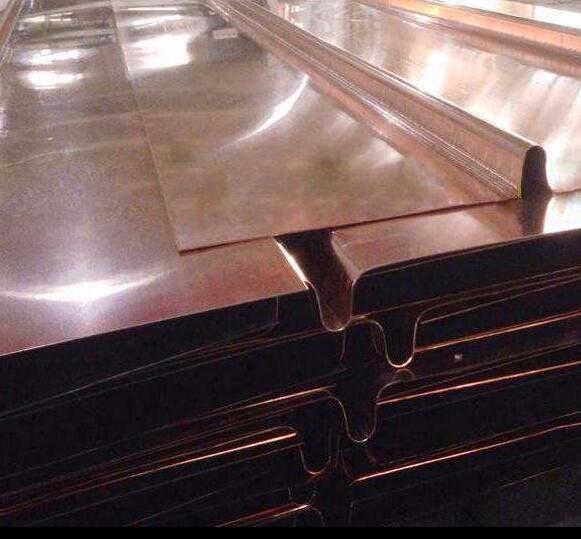
止水铜片可在紫铜止水的基础上按客户图纸要求成型加工,可成型W型,F型,D型,T型,Z型等各种形状,成型加工长度可达1-5米,可程度上减少工程施工中的焊接过程,为客户降低成本的同时,保证工程交货期。
止水铜片按设计形状、尺寸,采用成型机,将99.9%的工业纯铜根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目(同时需要考虑物流运输的便利)。挤压加工成型的紫铜止水长度大,容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成1出口处设置托架。对于异型接头,在现场根据实际需要进行加工和连接。铜止水接头材料为T2(2号纯铜),原材料力学性能要求按1标GB/T2059-2008(抗拉强度≥205,延伸率≥30,冷弯180°不出现裂缝,在0°C-60°范围内连续张闭50次不出现裂纹。)。接头做完全退火处理(T2M状态)。
安装铜止水前的准备工作:准备好需要安装而加工成型的铜止水,确认形状和数量,根据安装量确定准备氧气与乙炔的数量,准备防止氧气瓶和乙炔瓶的笼子,准备完好的氧气减压器与乙炔减压器,因为坏的减压器不但会亮输氧管爆断,影响生产,还会危害人身安全与财产安全,较容易发生事故。
用钢丝刷将接头清理干净后,采用中性焰将焊接处加热致暗红,撒上硼砂,这是硼砂则会粘附于铜止水上,然后将焊条端部加热黏上硼砂,便可以进行焊接操作,因焊接紫铜止水时,乙炔消耗量大,所以应将乙炔**的压力大些。
止水铜片焊接是采用双面搭接、母材焊条气焊的方式,在搭接长度上也有一定要求,搭接的长度必须大于20mm,在水平垂直链接时则搭接长度需大于70mm。焊接部位和接头处要保证没有缝隙、砂眼、洞孔和漏焊等问题。
紫铜止水带的连接安装注意:
1.紫铜止水带应平整,表面的浮皮、锈污、油渍均应清除干净。如有砂眼、钉孔、裂纹应予焊补。
2.紫铜止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。
3.焊接接头表面应光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。
4.紫铜止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空腔内填满塑性材料。

山东同赢新材料公司长年生产、销售各种土工布、土工膜、土工格栅、防水板、三维网垫、土工网、复合排水网、排水板、渗排水片材、土工格室、软式透水管、塑料盲沟管、GCL膨润土防水毯、工程纤维等工程材料!欢迎新老客户来电或来实地考察,洽谈合作!山东同赢新材料公司经过多年的完闭完善现已成为集开发、生产、施工、销售于一体的综合性企业,在国内**业中,对三维土工网垫,土工网,软式透水管,塑料盲沟,土工布,土工膜,聚丙烯纤维,防水板,土工格室,排水板,各种格栅、HDPE聚乙烯防渗膜、膨润土防水毯.
欢迎来到山东同赢新材料有限公司网站,我公司位于山东省“一山、一水、一圣人”旅游热线的中点—泰安市。 具体地址是山东泰安泰山区公司街道地址,负责人是吕经理。
主要经营土工布。
我司主要供应:建材 工地施工材料 土工布 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-58777828.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于山东同赢新材料有限公司
商铺首页 |
更多产品 |
联系方式
山东同赢新材料公司长年生产、销售各种土工布、土工膜、土工格栅、防水板、三维网垫、土工网、复合排水网、排水板、渗排水片材、土工格室、软式透水管、塑料盲沟管、GCL膨润土防水毯、工程纤维等工程材料!欢迎新老客户来电或来实地考察,洽谈合作!山东同赢新材料公司经过多年的完闭完善现已成为集开发、生产、施工、销售..
- 我要给“南宁止水铜片规格 铜片止水 外韧性好”留言
- 更多产品