- 产品描述
炜桦冷弯机械
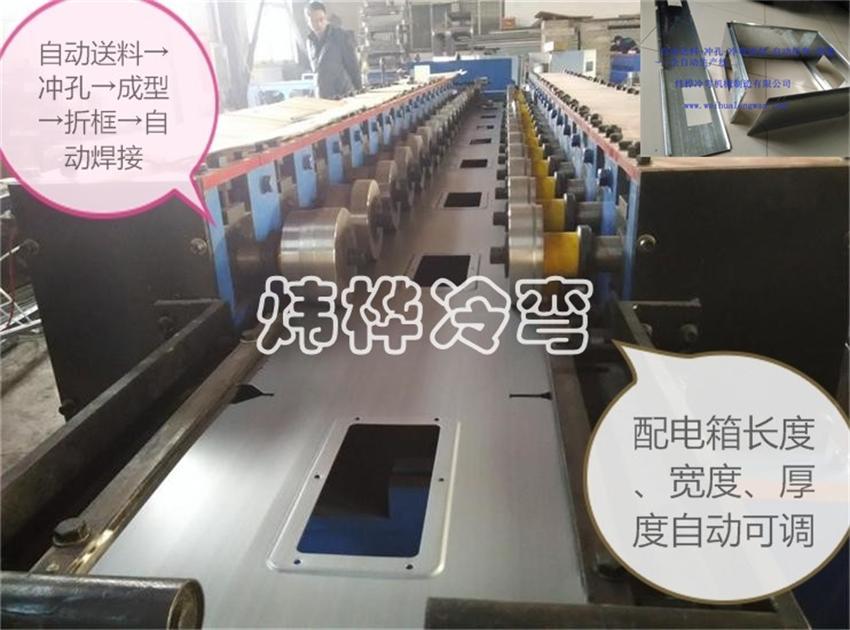
消防箱箱体自动折弯一次成型生产线,灭火器箱壳体/盖板/门板生产设备,(Q235/不锈钢)消防箱门框(代替铝合金)自动生产线!!各行各业都在进行改革——就是用机器代替人工。全自动灭火器箱壳体生产设备、消防栓箱箱体生产设备、消防箱门框自动生产线。改变生产工艺就可以颠覆一个行业!
自动折弯生产线工艺:
放料机—校平机—伺服送料机—冲孔部分—定尺切断部分—成型部分—自动折弯—收料台、机器人自动焊接,电气控制柜等部件组成。
灭火器箱箱体自动折弯一次成型生产设备,消防箱箱体自动生产线主要参数:
材料规格:1、Q235 (钢卷) 2、不锈钢带
钢带厚度:1.2 mm
钢带宽度:≤300mm
生产速度:约 80个箱体//小时
总电机功率:20kw
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
气 源:0.5m?/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
全自动灭火器箱外壳生产设备、消防栓箱箱体生产设备、改变生产工艺就可以颠覆一个行业的生产模式! 我们改变了加工消防箱箱体传统落后的生产工艺,改为四边一块板料加底板组成消防箱外壳,整个生产工艺无废料,而且一个人即可操作生产,同时减少了多道焊接和打磨。(生产工艺:自动送料、冲孔、封边、折弯、成型、一次完成),消防箱壳体高度、宽度、深度都可调整,可以满足非标配电箱生产。即大大节省了人工,又提高了生产效率。一台设备可以代替二三十个工人的工作量。炜桦智能装备——全自动消防箱生产线,配电箱生产设备助你的企业发展驶入快车道。
消防箱壳体生产设备,灭火器箱箱体一次成型设备,生产灭火器箱门板顶板自动生产线工艺:
放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台、机器人自动焊接,电气控制柜等部件组成。
灭火器箱箱体自动折弯一次成型生产设备,消防箱箱体自动生产线主要参数:
材料规格:1、Q235 (钢卷) 2、镀锌钢带
钢带厚度:1.0~1.2 mm(定制)
钢带宽度:≤380mm, (定制)
生产速度:约100个箱体//每小时
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
气源:0.5m³/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
我公司生产的消防箱自动成型设备、消防箱门框成型机、灭火器箱生产设备、消防箱壳体生产设备、等等都是按客户要求定制设备,可根据客户的不同需求,集成生产所需的众多工艺。这些都将为生产能力和产品品质,以及节约劳动力带来极大提高。。。
工艺方法
(1)室内消火栓的型号、规格应符合设计要求。消火栓箱体要符合设计要求(其材质有木、铁和铝合金等),栓阀有单出口和双出口双控等。产品均应有消防部门的制造许可证及合格证方可使用。
(2)消火栓支管要以栓阀的坐标,标高定位甩口,核定后再稳固消火栓箱,箱体找正稳固后再把栓阀安装好,栓阀侧装在箱内时应在箱门开启的一侧,箱门开后应灵活。
(3)室内消火栓的栓口离地面面层的高度宜为1.10m,室内消火栓的栓口出水方向宜向下或与设置消火栓的墙面相垂直。阀门中心距地面1.2m,允许偏差20mm;阀门距箱侧面140mm,距箱后表面100mm,允许偏差5mm。(偏差可放在质量要求内写)箱体底部宜与踢脚线上口平。
(4)室内消火栓宜设在墙壁的壁联完内,并设有玻璃门进行保护。若采用消火栓箱时,消火栓箱的凸出部位,不应影响安全疏散。消火栓箱体要符合设计要求(其材质有木、铁和铝合金等)。
(5)消火栓支管要以栓阀的坐标、标高定位甩口,核定后再稳固消火栓箱,箱体找正稳固后再把栓阀安装好,栓阀侧装在箱内时应在箱门开启的一侧,箱门开后应灵活。
(6)箱体配件安装应在交工前进行。消防水龙带应折好放在挂架上,盘紧放在箱内;消防水枪要竖放在箱体内侧,自救式水枪和软管应放在挂卡上或放在箱底部。消防水龙带与水枪,快速接头的连接,一般用14#铅丝绑扎两道,每道不少于两圈,使用卡箍时,在里侧加一道铅丝。设有电控按钮时,应注意与电器配合施工。
(7)消火栓箱体安装在轻体隔墙上应有加固措施。
(8)启动消防水泵的按钮,应设在消火栓箱内或设消火栓的墙壁的壁完内。
(9)消火栓管道安装完按设计压力进行水压试验。如设计无要求一般工作压力在1.0MPa以下,试验压力为1.4MPa。工作压力为1MPa以上,试压压力为工作压力加0.4MPa,稳压30分钟,无渗漏为合格。为配合装修,试压可分段进行。
(10)消火栓系统管道试压完可连续作冲洗工作,冲洗时管内水流量应满足设计要求,进出水口水质一致时方可结束。
消防箱箱体全自动生产线,消防箱壳体自动生产设备。
生产消防箱设备生产工艺:
放料系统—校平机—伺服送料系统—冲孔系统—成型主机—液压切断—自动折框系统—收料--机器人自动焊接,电气系统等组成。
整套自动生产线改变了加工消防箱箱体靠剪板折弯手工制作的传统生产工艺。
具体表现为:四边一块板料加底板组成箱体外壳。(生产工艺:自动送料、冲孔、封边、折弯、成型、一次完成)。消防箱壳体高度、宽度、深度随意变化,快速调整,生产工艺无废料,一个人即可操作生产。大量减少了焊接和打磨工序,节省了人工,提高了生产效率。一套设备可以代替20个工人的工作量。
自主设计研发生产基业箱设备,消防箱自动生产线,配电箱箱体成型设备,多媒体集线箱成型设备,不锈钢电表箱生产线,生产动力箱箱体设备,全自动消防箱生产线。供应设备有:生产明装暗装配电箱生产设备、动力柜生产设备、配电箱生产线,不锈钢基业箱生产设备。多媒体集线箱成型设备。明装箱生产线、生产消防箱箱体设备,防雨配电箱生产线等等。
消防箱箱体成型生产设备,
山东箱体全自动生产设备,全自动消防箱生产线主要参数:
材料规格:1、Q235 (钢卷)
钢带厚度:0.5~2.0 mm
生产速度:120个箱体/每小时
总电机功率:22kw
切断方式:液压切断
电气控制:PLC全自动控制
驱动电机:变频电机驱动
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
我公司提供的高精度冲孔成型生产线有:消防箱自动化生产设备,配电箱生产设备(基业箱,动力箱,明装、安装,PZ30,多媒体边框),电器柜骨架(GGD,威图)成型机,超市/仓储货架系列成型生产线(层板、背板、立柱、横梁、支架、P型梁)、防火阀/正压风阀系列成型生产线(C/U/Z型阀体、叶片、边条、组装生产线)、电缆桥架成型生产线(槽式、托盘式、盖板、梯级、梯级底板)、粮仓系列成型机(波纹板、立柱、CZ型钢)、高精度窗帘杆成型机、光伏支架成型机、车厢板成型机、汽车防撞梁成型机、门轨道型材成型机、不锈钢门框成型机、重型门框成型机、电梯导轨成型机、、C型钢踏板成型机、阴/阳极板成型机、高速公路护栏板成型机、护栏及立柱成型机、高速龙骨机、CZ型钢成型机等。
潍坊炜桦冷弯机械制造有限公司(简称为“炜桦冷弯”)成立于2004年,位于世界着名的风筝之都--山东潍坊,是集设备制造、模具加工、技术开发于一体的综合性机械制造高科技民营企业,已成为金属结构协会会员单位。2010年,公司与山东科技职业学院展开校企合作,委托学校为我公司培养了一大批技术熟练的产业工人,同时学校强大的科研队伍**了我公司产品的高质量水准。2011年,公司为开拓国外市场,在上海成立上海三桑实业有限公司。2012年在江苏省苏州市(常熟)设立办事处,主要针对南方市场销售和售后服务。致力于高精度冷弯型钢及各种非标型材结构研究、设计、生产。是内外贸易一体的高度自动化机械制造型企业。 我公司专业提供的高精度冲孔冷弯成型生产线有:超市/仓储货架系列成型生产线(层板、背板、立柱、横梁、支架、P型梁)、*阀/正压风阀系列成型生产线(C/U/Z型阀体、叶片、边条、组装生产线)、电缆桥架成型生产线(槽式、托盘式、盖板、梯级、梯级底板)、粮仓系列成型机(波纹板、立柱、CZ型钢)、高精度窗帘杆成型机、光伏支架成型机、车厢板成型机、汽车防撞梁成型机、门轨道型材成型机、不锈钢门框成型机、重型门框成型机、电梯导轨成型机、电器柜骨架成型机、C型钢踏板成型机、阴/阳极板成型机、高速公路护栏板成型机、护栏及立柱成型机、高速机、CZ型钢成型机、楼层板成型机、纵剪横切机等。 特点:“炜桦冷弯”提供的冷弯成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为提高生产能力带来巨大的附加值。其生产的冷弯成型生产线设备:轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;专业制造能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度高可以控制在0.0
欢迎来到潍坊炜桦冷弯机械制造有限公司网站,我公司位于素有 “世界风筝都”之城的风筝文化的发祥地—潍坊市。 具体地址是山东潍坊潍城区公司街道地址,负责人是王经理。
主要经营基业箱设备。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-58726584.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于潍坊炜桦冷弯机械制造有限公司
商铺首页 |
更多产品 |
联系方式
潍坊炜桦冷弯机械制造有限公司(简称为“炜桦冷弯”)成立于2004年,位于世界着名的风筝之都--山东潍坊,是集设备制造、模具加工、技术开发于一体的综合性机械制造高科技民营企业,已成为金属结构协会会员单位。2010年,公司与山东科技职业学院展开校企合作,委托学校为我公司培养了一大批技术熟练的产业工人,同时学校强..
- 我要给“邢台消火栓箱生产设备电话”留言
- 更多产品









相关分类






