- 产品描述
构件出厂时,钢柱、钢梁的中心线标记未标示,相当普遍,给安装施工矫正检测带来困难。
焊接质量与坡口加工的精度有直接关系,如果坡口表面粗糙有尖锐且深的缺口,就容易在焊接时产生不熔部位,将在事后产生焊接裂缝。又如,在坡口表面粘附油污,焊接时就会产生气孔和裂缝,因此要重视坡口质量。坡口加工一般可用气体加工和机械加工,在的情况下采用手动气体切割的方法,但必须进行事后处理,如打磨等。在焊接结构中,不可避免地将会产生焊接收缩和变形,因此在制作过程中,把握好什么时候开孔将在很大程度上影响产品精度 。特别是对于柱及梁的工程现场连接部位的孔群的尺寸精度直接影响钢结构安装的精度,因此把握好开孔的时间是十分重要的,一般有四种情况:
(1)在构件加工时预先划上孔位,待拼装、焊接及变形矫正完成后,再划线确认进行打孔加工。
(2)在构件一端行打孔加工,待拼装、焊接及变形矫正完成后,再对另一端进行打孔加工。
(3)待构件焊接及变形矫正后,对端面进行精加工,然后以精加工面为准线,划线、打孔。
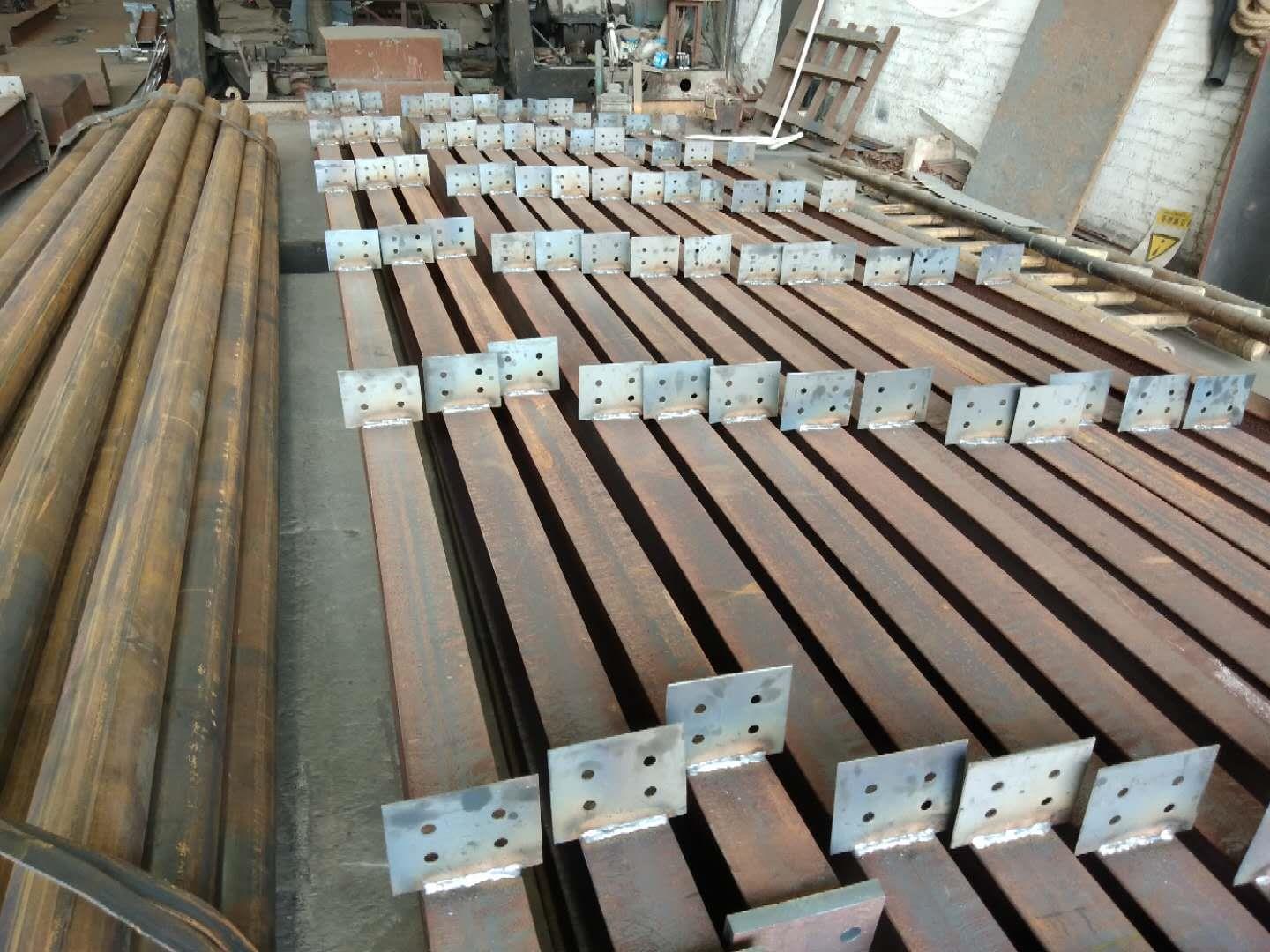
(4)在划线时,考虑了焊接收缩量、变形的余量、允许公差等,直接进行打孔。 常用的机械打孔有电钻及风钻、立式钻床、摇臂钻床、桁式摇臂钻床、多轴钻床、NC开孔机,打孔后应用磨光机清除孔边毛刺。
减少焊接热变形的操作方法:(1)夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。
焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。但此种方法焊件内部存在较大的内应力,对要求焊件内应力较小的构件,不宜采用此法。(2)反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。(3)采用定位控制法:构件在焊接前,用许多焊点将焊接部位或四周定位,还可在焊缝两侧压以重物,这种方法称定位控制法。(4)焊接顺序法:正确安排焊接顺序,是防止焊接变形的有效方法。焊接变形的规律是道焊缝引起的变形大,每道焊缝引起的变形量,一般不能相互抵消,后的变形方向,总和先焊的焊缝引起的变形方向相一致。
在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏中心;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。

佛山市有银贸易有限公司专业从事扁钢、钢板、桩槽钢、工字钢、C型槽角钢、H型钢、焊管、无缝钢管、方管 、镀锌管等产品生产制造销售。秉承“以客户需求为中心”的经营理念 ,历经数年的努力,公司已经发展成为当地**的钢材公司。 公司专业的生产团队、精湛的制造工艺,为全国市场提供*服务。以诚立信、以信树本,我们是一支年轻的、充满活力的、深谙市场规律的专业化、高素质的团队,我们坚信以市场为导向、以服务为宗旨,凭借我们深厚的实力和专业化的服务为客户量身打造自身的市场**和经典形象。
欢迎来到佛山市有银贸易有限公司网站,我公司位于与广州地缘相连、历史相承、文化同源的佛山市。 具体地址是广东佛山顺德区公司街道地址,负责人是曾经理。
主要经营角钢。
我们公司主要供应钢铁 建筑钢材 无缝钢管 等,公司郑重承诺:以最好的质量,最低的价格,最完善的后服,来答谢新老客户,所以选择我们,就等于选择财富!
本页链接:http://www.cg160.cn/vgy-58528481.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于佛山市有银贸易有限公司
商铺首页 |
更多产品 |
联系方式
佛山市有银贸易有限公司专业从事扁钢、钢板、桩槽钢、工字钢、C型槽角钢、H型钢、焊管、无缝钢管、方管 、镀锌管等产品生产制造销售。秉承“以客户需求为中心”的经营理念 ,历经数年的努力,公司已经发展成为当地**的钢材公司。 公司专业的生产团队、精湛的制造工艺,为全国市场提供*服务。以诚立信、以信树本,我们是一..
- 我要给“广州钢结构加工厂商”留言
- 更多产品