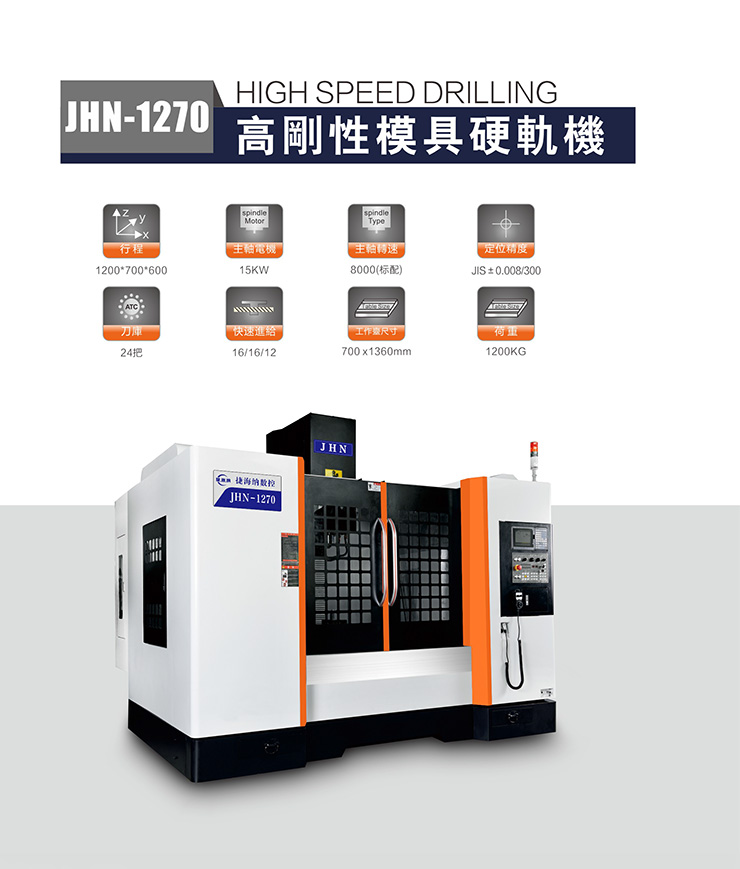
- 产品描述
丝杆/线轨
X/Y轴移动采用线性滑轨,快速移动达36米/min,可支撑重负荷,确保定位准。
采用滚柱丝杆,且丝杆、线性滑轨均大于**业1.28倍以上,保证大承载量,延长机器使用寿命。
Z轴移动采用硬轨滑动,滑轨均经过高周波热处理,且经过精研磨加工,配合耐磨耗的氟化树脂(使用美国TURCITEB耐磨片),具备低阻力,低摩擦系数及减振等特性,相互平衡滑动,确保机台精度。
控制系统
标配**流行、技术成熟的三菱、发那科数控系统,具有较佳加工效率和效果。
冷却系统
机床配备冷却系统,大流量水泵与众多喷嘴的结合,使刀具因切削过热磨损与工件因加工受热而变形的加工弊端解决。
润滑系统
三个坐标轴承采用脂润滑方式;
丝杆、导轨采用自动稀油润滑方式。
X、Y、Z坐标导轨有自动控制的润滑点,润滑油经分流后润滑导轨。
采用压力检测方式,保证每次打油都能至预设压力,否则系统提示报警
床身铸件
机床底座、工作台、立柱、横梁、滑鞍、主轴箱采用树脂砂造型HT300强度孕育铸铁,经二次退火处理,完全消除铸造应力及粗加工产生的内应力,确保结构高刚性、高稳定定性,确保品质。
铸件经由有限元素分析法电脑计算分析,合理的结构强度及加强肋的搭配,提供机械之高刚性。
大跨距底座,有效分散重力和加工承受力;人字形立柱,有效消除侧向受力,立柱左右倾斜的问题;鞍座悬伸短,大幅提高动态精度;
机床外观
机床整机钣金外观设计与机床配色简洁大方,科技感十足;
机床采用较高、较宽的开门设计,操作人员在装卸工件时毫无狭窄感,即便是*四轴的进出与安装也大有余地;
160公升**大水箱,大倾斜角排屑槽,后方排屑设计,无论冷却水量开至较大都不会断流,较不会造成机床漏水。
机械特点
★底座采用A字形筋结构布置提高吸震效果,整体铸件采用人字形设计,达到高度弯曲刚性。
★结构采用米汉纳材质,经回火处理消除内应力,确保刚性精度持久性。
★高刚性结构源自于多年经验数据累积与合理化结构细长比设计,提高铸件抗压缩与抗侧弯能力。
★高速换刀结构设计,配合预先感应控制,结合高效能打刀系统,进行换刀工作,提高换刀效率。
JV系列
高刚性主体结构
★JV系列机台,除了具有良好主轴的功能外,较为机台高速化、高效能上注入优异的ATC,换刀速度与快速位移速度。
★专为汽车零部件加工,电子消费产品零件加工、生产效益高是生产企业的选择。
★三轴采用高速滚珠线轨,高速、高效率的同时提高机台刚性,较好为客户创造财富。
适用范围:
通用机械、工程机械、医疗器材、航天航空、模具、汽车。
数控铣床的刀具径向跳动怎么办
数控铣床 切削过程中,产生加工误差的原因有很多。由刀具径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削
在数控铣床切削过程中,产生加工误差的原因有很多。由刀具径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削过程中,刀具的径向跳动影响着刀具的加工精度、表面粗糙度、刀具的不均匀磨损以及多齿刀具的切削工艺特性。刀具的径向脉冲越大,刀具的加工状态越不稳定,对加工效果的影响越大。
一、径向跳动的原因
工具的制造误差和主轴部件,加载错误导致漂移和工具之间的偏心轴和理想的旋转轴的轴,**铣床,特定的加工工艺和装配可能产生的径向跳动数控铣床工具处理。
1、主轴本身受径向脉冲的影响
主轴径向跳动误差的主要原因包括主轴各轴颈的同轴误差、轴承本身的各种误差、轴承间的同轴误差、主轴偏转。它们对主轴径向旋转精度的影响随加工方法的不同而不同。这些因素都是在机床制造和装配过程中形成的,机床操作者很难避免它们的影响。
2、受刀具中心和主轴中心旋转的影响
当刀具安装到主轴上时,如果刀具的中心与主轴的旋转中心不一致,必然会导致刀具径向跳动。具体影响因素有:刀具与夹头配合程度、刀具方法是否正确以及刀具本身的质量。
3、具体加工过程的影响
刀具在加工过程中产生的径向跳动主要是由于径向切削力增加了径向跳动。径向切削力是径向总切削力的一个分量。牛刨在加工过程中会使工件弯曲并产生振动。它是影响工件质量的主要因素。主要受切削量、刀具与工件材料、刀具几何角度、润滑方法和加工方法等因素的影响。
二、减少径向跳动的方法
刀具的径向跳动主要是由于径向切削力增加了径向跳动。因此,减小径向切削力是减小径向跳动的重要原理。以下方法可以用来减少径向跳动:
1、使用锋利的刀
刀具选择大的前角,使刀具较锋利,减少切削力和振动。为了减小主叶片表面弹性恢复层与工件过渡面之间的摩擦,选用大后角的刀具来减小振动。但是,刀具的前后角不能选择太大,否则会导致刀具的强度和冷却面积不足。因此,要根据具体情况选择不同的刀具前角和后角,可以采取较小的粗加工,但在精密加工中,为了减少刀具的径向跳动,应该做到较大,使刀具较加锋利。
2、使用有力的工具
提高工具强度的主要方法有两种。一是在相同径向切削力下增加刀杆直径,刀杆直径增加20%,刀杆径向跳动量可减少50%。二是缩具的延伸长度。刀具的长度越大,加工过程中刀具的变形越大,加工时间的变化也越大。刀具的径向脉冲会不断变化,从而导致工件的变形。表面不光滑。刀具的长度减少了20%,径向跳动能力也减少了50%。
刀具转换快
1、精机硬轨加工中心电脑锣全系列标配伺服刀库,整体加工效率提升17%,且伺服刀库比普通刀库故障率大大降低。
2、*特的A下具交换装置设计,**的凸轮式驱动机构,任意位置选刀能力,由尸LC软体控制快速达成。速、简单、可靠及**命的刀具交换装置,提供平稳及可靠的刀具交换动作。
3、采用伺服刀库,大幅减短换刀时间,提升生产效率;
4、换刀机构经过百万次运转测试,符合可靠度要求;
5、凸轮驱动之刀库能确保精度旋转,使用重型刀具时亦能平稳运转;
6、辐射式刀库快速换刀,有效节省时间提高效率,可选配16把/21把刀库;
7、全密式的刀库护罩。
使用**大宽广的前门设计,方便零件、模具或夹治具装卸机台。850加工中心机台两侧采用宽大的侧窗,便于机台操作与监控,并且采用集中润滑系统,传动系统停止后在预设时间自动暂停供油,以达到节能效果。
1、加工中心采用日本SMC电器元件,保证机床电器**;
2、机器加工异常需排除时,警示灯闪烁,能及时提醒操作人员排除异常;
3、空压系统管路快速接头于机台右前方,供空压**使用,使用者利用空**系统,清理夹治具或工具上的残屑,快速又方便。
加工中心采用三菱、西门子、发那科等**操作系统,并且配备***的高速特性控制系统,新一代的控制器,程式数量与记忆体均具有旧控制器不能比拟的优越性,创新的软件功能,提高了精度、生产效率和加工过程的安全性。
1、配备RISC-CPU高速光伺服网络;
2、搭载复合加工所需的各种功能;
3、完全耐米控制,确保高精度加工;
4、缩短加工准备时间,具有舒适的操作性。
硬轨加工中心操作系统
项目 单位 T-8
工作台尺寸 mm 1050×500
行程 左右(X) mm 800
前后(Y) mm 500
上下(Z) mm 500
工作台T型槽数-尺寸 mm 5-18×90
主轴鼻端面至工作台距离 mm 105-655
主轴中心至机身端面距离 mm 550
主轴转速 rpm 50-8000
主轴锥度 # BT-40
主轴功率 kw 11
X轴快速移动率 mm/min 16000
Y轴快速移动率 mm/min 16000
Z轴快速移动率 mm/min 16000
切削速率 mm/min 1-10000
三轴电机功率 kw 3.0/3.0/3.0
刀具重量 Kg 8
刀具长度 mm 300
加工中心产品不断改进,上述资料若有变更,恕不另行通知!产品参数以**参数资料为准,需要线下洽谈


东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技术向产业化转化的过程。我们有专业的机床制造理念及技术,有人性化的研发和设计;我们拥有一系列高精密检测设备,一批高素质的专业技术人才。我们的设备广泛应用于工业各个领域,如手机零配件、塑胶模具、五金模具手板模型、手机镜片、亚克力、铝件、电子治具等加工行业。捷海纳数控对产品进行了针对性较强的系列化整合,较终提供给用户的不仅仅是产品还能向用户提供整套工艺解决方案;捷海纳数控始终将产品品质视为自己的生命线,坚持品质发展的质量方针。公司经营理念:以诚信为本,质量为基,服务为体!
欢迎来到东莞市捷海纳数控设备有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞莞城公司街道地址,负责人是郑先生。
主要经营高速钻孔攻牙机。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 五金加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-57706447.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市捷海纳数控设备有限公司
商铺首页 |
更多产品 |
联系方式
东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技..
- 我要给“模具硬轨加工中心品牌 850硬轨加工中心”留言
- 更多产品











相关分类






