
- 产品描述
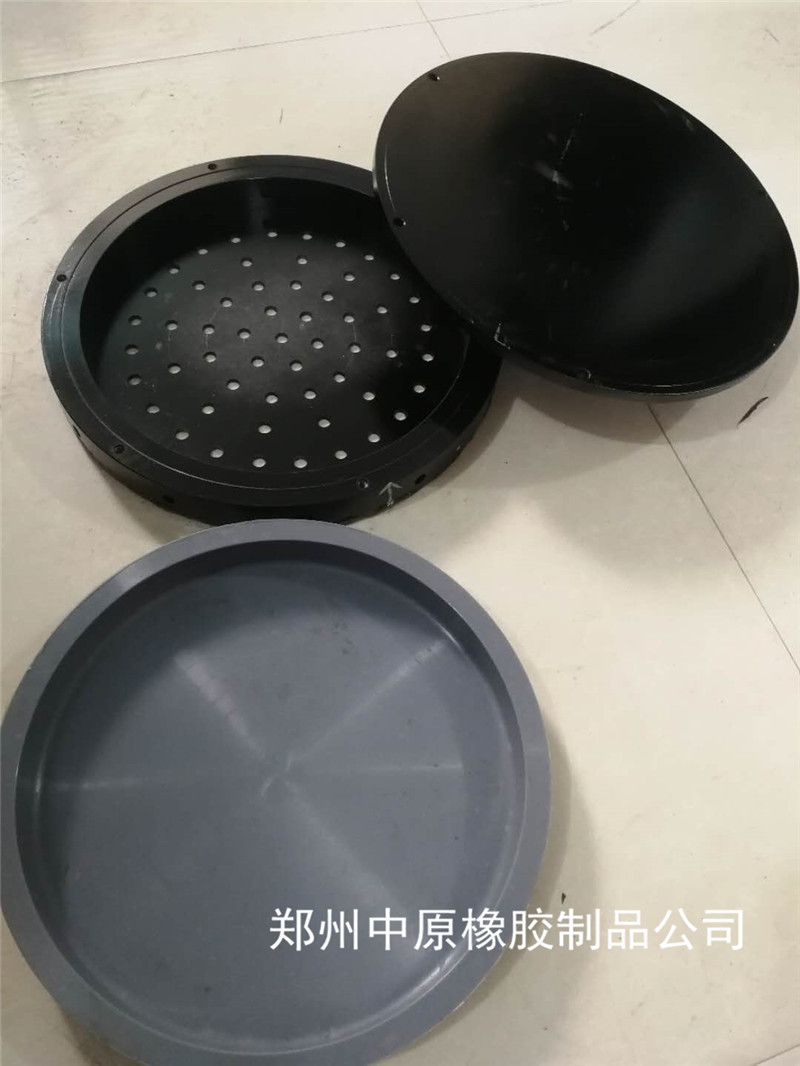
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。
粉末锻造将金属粉末压制成预成形坯,烧结后再加热进行锻造(见模锻),以减少甚至完全消除其中的余孔隙的方法,称为粉末锻造。其锻造方式有三种:①热复压。预成形坯的形状接近成品形状,外径略小于锻模模腔内径。因为锻造时材料不发生横向流动,锻件有0~2%的余孔隙度。②无飞边锻造。这种锻造在限模中进行,材料有横向流动,锻件不产生飞边。③闭模锻造。预成形坯的形状较简单,且外径比锻模内径小得多,锻造时产生飞边,是一种与常规锻造相类似的方法。
20世纪30年代以来,在粉末冶金零件的工业化生产过程中,压机设备、模具设计等方面不断改进,模压成形方法得到了较大的发展,机械化和自动化已达到较高的程度。为了扩大制品的尺寸和形状范围,特别是为了提高制品密度和改善密度的均匀性相继出现和发展了多种成形方法。
压制压力与压坯密度分布 在模压过程中压制压力主要消耗于以下两部分:
①克服粉末颗粒之间的摩擦力(称为内摩擦力)和粉末颗粒的变形抗力;
②克服粉末颗粒对模壁的摩擦力(称为外摩擦力)。由于外摩擦力的存在,模压成形的压坯密度分布实际上是不均匀的。例如单向压制时,离施压模冲头较近的部分密度较高,较远的部分密度较低。在双向压制时(实际是两个单向压制的组合),压坯沿压力平行方向的两端密度较高,中心部位较低。将润滑剂加入粉末中或涂于模壁上可改善压坯密度的不均匀性。
压模和压机 模压成形的主要设备是压模和压机。压模设计的原则是:充分发挥粉末冶金少
切削和无切削的工艺特点,保证达到压坯质量的三项要求(即几何形状、尺寸精度和光洁度、密
度的均匀性);合理地选择模具材料和压模结构,提出模具的加工要求。压机分为机械压机和液
压机两类。机械压机的特点是速度快,生产率高;其缺点是压力较小,冲程短,冲压不够平稳,保
压困难,不适于压制较大和较长的制品。与机械压机相比,液压机(图2)的特点是压力大,行程
长,比较平稳,能实现无级调速和保压,适于压制尺寸较大较长的制品;其缺点是速度慢,生产
率低。
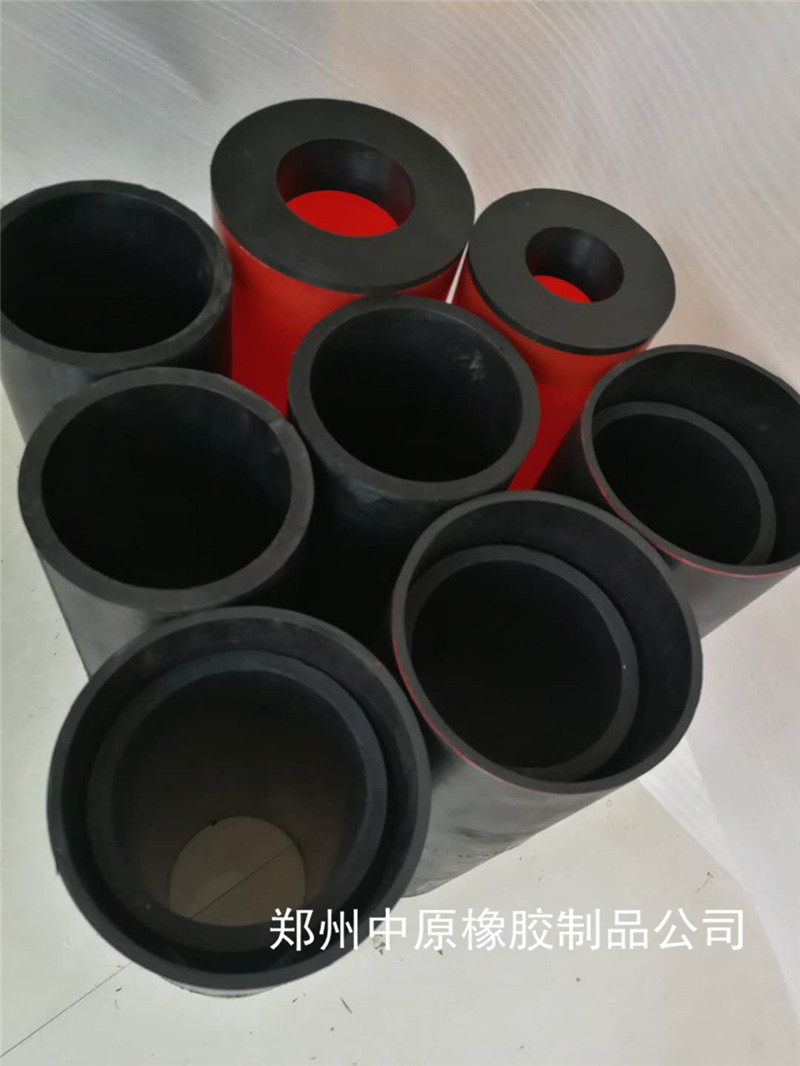
粉末挤压粉末挤压的优点在于挤压件长度尺寸不受限制,产品密度均匀,生产可连续进行、效率
高、灵活性大,设备简单、操作方便。粉末挤压又分为金属粉末直接挤压和装包套后热挤压两种
(见挤压加工)。


郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-57678047.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“龙岩粉末成型模具加工厂 粉末冷压成型模具 设备简单”留言
- 更多产品








相关分类






