- 产品描述
刀具涂层厂家介绍热喷涂特种涂层技能
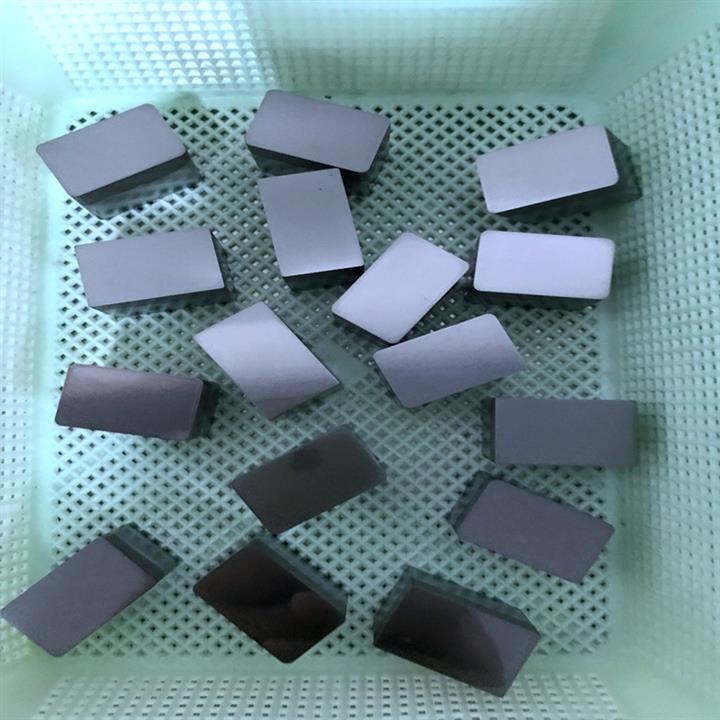
1. 陶瓷涂层活塞杆和柱塞
特色:刀具涂层厂家选用等离子喷涂和爆破喷涂技能,在各种液压缸、往复泵中的柱塞和活塞杆外表上喷涂特种陶瓷涂层,其**特色在于:
(1)陶瓷涂层与钢基体构成复合资料结构,有用运用两者长处,强度高且耐磨抗蚀;
(2)冲突系数低、能耗小、削减冲突能耗;
(3)对密封填料或对偶件的磨耗小,削减修理;
(4)运用寿数比镀铬件进步3~6倍,属环保涂层技能。
运用:广泛适用于石油、化工、化纤、医药、食物、电力、冶金、舰船、水处理、水利、**范畴用的往复泵柱塞,液压缸活塞杆等。
2.刀具涂层厂家的陶瓷涂层机械密封
特色:机械密封(或端面密封)是各类泵、反响釜、压缩机、透平机、工程机械、装甲车辆及舰船等用旋转机械的一种**密封部件,刀具涂层厂家选用在金属基体上喷涂复合陶瓷和金属碳化物涂层制作机械密封动环,具有优异的耐磨耐蚀功能,冲突性系数小,能耗低,对静环磨耗少,运用寿数长,修理次数少,对下降乃至消除“跑、冒、滴、漏”有重要作用在不同的条件下与镀硬铬机械密封动环平等运用,运用寿数均**镀硬铬层和堆焊CoCrW焊层的5 ~ 6 倍。别的,与之配副的密封静环, 如:铝青铜、 M106K石墨、L516改性聚四氟乙烯等;因为冲突系数特低, 达0.033 ~ 0.11 (干冲突),故与陶瓷涂层配副的静环运用寿数均**与镀硬铬配副的静环3 ~ 4 倍。
运用:广泛运用于化肥、石化、化纤、冶金、医药、食物、舰船、、水利、能源、机械等职业的旋转机械的旋转轴与旋转平面的动密封。
3. 抗铝、锌液腐蚀磨损特种陶瓷涂层
特色:熔融铝、锌液活性较高,被称为各种金属的“溶剂”,能与各种金属发作铝热反响构成金属间化合物,使金属被严峻腐蚀,成为铝、锌有色冶金工业的一大难题。刀具涂层厂家选用特种陶瓷与金属陶瓷覆层,具有优异的耐高温,潮湿角小,抗铝、锌液腐蚀,耐镀铝、锌制件磨损等综合功能,明显延长与铝、锌液触摸的金属制件的寿数。
功能:陶瓷涂层厚度:0.5~1.0mm
运用温度:680~720℃(铝),~460℃(锌)
运用环境:熔融铝、锌液
镀铝、锌薄板速度:20~50m/s
运用:热浸镀铝槽用炉辊、支架;热浸镀锌槽、锅等用的炉辊及搅拌器,支架等。
4.刀具涂层厂家的锅炉水冷壁管耐高温冲蚀涂层
特色:锅炉水冷壁管是电站锅炉的要害构件之一,长时间处于高温、腐蚀、冲刷、热震的工况下运转。过早的停炉修理替换,将形成很大的丢失:一台30万千瓦锅炉,每停炉一天,将少发电720万度。刀具涂层厂家选用热喷涂金属涂层维护,热导率高,耐高温燃气冲蚀性好,能明显延长水冷壁管的运用寿数。
运用:电站锅炉,工业锅炉,黑液锅炉等用水冷壁管。
5.钼合金用特种陶瓷涂层
特色:在高熔点的钼合金基体上,涂覆特种陶瓷涂层,具有优异的耐高温,抗氧化,耐熔融玻璃腐蚀,不污染玻璃熔体等特性。
功能:涂层厚度:0.3~1.0mm
运用温度:1200~1400℃
运用环境:高温空气氧化,熔融玻璃腐蚀
运用寿数:比未涂覆的钼合金进步3~6倍
运用:特种玻璃熔炼炉用钼电极,高温耐热合金抗高温氧化等。
6. 高辐射率节能陶瓷涂层
特色:选用**的等离子喷涂技能,喷涂特种陶瓷复合粉末,制成具有高辐射率的远红外和红外辐射涂层,到达明显节能意图。
刀具涂层厂家的首要技能指标:
(1)热辐射率:0.88~0.90(**国家标准:0.83);
(2)不含粘热辐射结剂组份,无受热老化剥落问题,运用寿数长,**过一年以上;
(3)比涂刷的远红外涂层辐射面积进步10~30%;
(4)节能效果明显,可达10~30%。
运用:用于低温(100~300℃)脱水处理的食物烘烤、粮食烘烤、涂料加热固化、印染及民用电热器等职业的远红外加热板、管和加热器;
用于高温(700~1100℃)加热的炉壁、马弗罐、辐射管、耐火砖外表等。
7. 大型热轧无缝钢管**头
特色:刀具涂层厂家选用等离子喷焊技能,在45#钢基体上制备镍基高温合金基相与复合碳化钨P6311(Ni+WC)耐高温(1050℃)冲击磨损热轧无缝钢管**头,替代原整体资料Cr17Ni2Mo**头。
刀具涂层厂家的首要技能指标:
(1)运用寿数较原**头进步寿数4倍以上。
(2)每吨钢管耗**头分量由16‰下降到3‰。
运用:冶金工业高温受冲击载荷的工模具,如:**头、刀片、各种炉辊等,刀具涂层
为了前进工效,涂层硬质合金刀具镀钛加工厂家选用比未涂层刀具高25%~70%的切削速度进行切削。用涂层硬质合金通用刀具加工中碳结构钢时的切削速度,立铣刀可达100~150m/min,钻头可达80~100m/min;丝锥加工铸铁为20~40m/min。 实践证明,运用20号机械油加10%火油冷却时,可使涂层高速钢镗刀的寿数前进1~2倍。TiN涂层高速钢滚刀加工20CrMnTi(197HBS)钢制斜齿圆柱齿轮(模数m=5)时,运用20号机械油和火油混合光滑,刀具寿数可前进5倍左右,即使重磨后也可前进2~3倍,干切时寿数仅前进1倍。 [pre]刀具涂层运用时还要求机床的精度好、刚性高和振动小,刀具或刀片的夹持也应健壮,刀具涂层
切削用量和切削液 。为了充分发挥刀具涂层的功用,有必要正确选用切削用量和切削液。刀具涂层由于耐热性好,抗月牙洼磨损能力强,镀钛加工厂家选用较大进给量和切削速度作业,但首先应选取较大进给量。一般涂层高速钢刀具选用的进给量比未刀具涂层前进10%~**,前进20%~30%的切削速度是适合的。
加工钛合金时,举荐用含钴超硬高速钢如W2Mo9Cr4VCo8(M42)作为刀具的基体材料。关于涂层滚刀,当以正常切削速度(小于45m/min)加工齿轮时,崩刃是滚刀磨损的主要原因,因此应选择耐性较好的W6Mo5Cr4V2高速钢作为刀具的基体材料。


宁波**耐新材料科技有限公司是2008年成立的高品质涂层专业公司。公司引进欧洲**的涂层设备,拥有一批专业的涂层人才,为您的产品提供可靠而稳定的品质。本公司为客户提供高品质的涂层,客户现场技术支持及完善的售后服务。宁波**耐新材料科技有限公司涂层提供专业的PVD(物相沉积)涂层服务,如DLC,H涂层,TiAlN,?TiN,?CrN等涂层。 PVD涂层广泛应用于切削类刀具、模具、汽车零部件及其它精密零部件等行业,给用户带来降低生产成本及提高生产效率。涂层优点:1)不改变被涂层产品尺寸;2)延长使用寿命;3)耐磨耐腐蚀;4)提高切削速度;5)降低刀具使用成本;6)降低摩擦系数。 我公司不断追求的质量、的服务,不断创新,精益求精,欢迎广大客户莅临指导,竭诚合作。
欢迎来到宁波**耐新材料科技有限公司网站,我公司位于“海上丝绸之路”东方始发港、中国优秀旅游城市—宁波市。 具体地址是浙江宁波镇海区公司街道地址,负责人是杨乐。
主要经营模具镀钛。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-57134477.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于宁波**耐新材料科技有限公司
商铺首页 |
更多产品 |
联系方式
宁波**耐新材料科技有限公司是2008年成立的高品质涂层专业公司。公司引进欧洲**的涂层设备,拥有一批专业的涂层人才,为您的产品提供可靠而稳定的品质。本公司为客户提供高品质的涂层,客户现场技术支持及完善的售后服务。宁波**耐新材料科技有限公司涂层提供专业的PVD(物相沉积)涂层服务,如DLC,H涂层,TiAlN,?TiN,?..
- 我要给“石家庄模具TD涂层 收费合理”留言
- 更多产品