- 产品描述
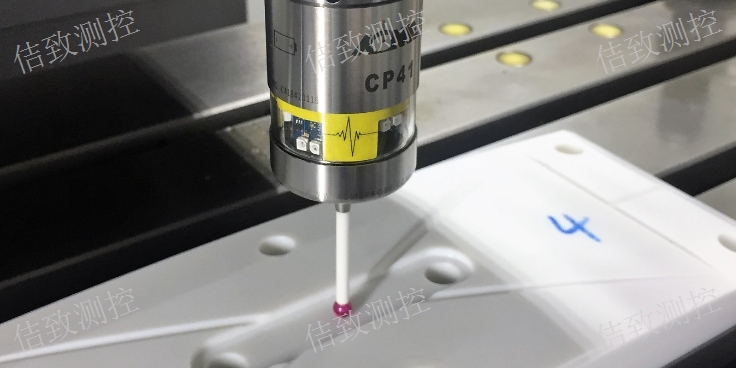
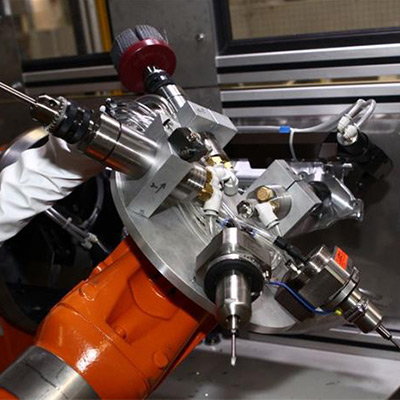
我们将光学测头的应用大致分成两类:表面数字化和三维测量。对于表面数字化,其目的是要获取零件表面轮廓,这就需要大量获取轮廓的空间点坐标。而对于接触式测头来说,一个一个点逐次获取的方式是无法胜任百万数量级点数的要求的,哪怕是连续扫描测头,也只是通过测头不离开零件表面的方式来提高取点速度,本质上还是单点采集。这类应用当中,线光源和面光源测头就很好地弥补了接触式测头的不足,线扫描测头通过一条由若干点的激光在工件表面移动,即可扫描出一片区域;而面拍照测头则是通过一组编码的光线栅格,一次性获取一个特定大小区域内的点云。针对零件特殊性,如软性材质、不允许接触的表面、微小特征、测量效率等需要非接触式测量,对于此类需求,点光源测头也很好弥补了接触式测头的不足。其实,光学测头相比接触式测头还有另一方面的优势,福建测头哪里好。接触式测头采点时,福建测头哪里好,测头记录的是测球中心的空间坐标,然后根据测球半径来进行补偿,得出实际点的坐标,福建测头哪里好。但当测量特定位置的三维曲线时,如果不按照测点的法线方向去采点,会存在半径补偿余弦误差;而如果按照测点的法线方向去采点,又会产生实际测点位置出现偏差的情况。这种情形在测量透平叶片时尤为常见。什么样的叫做有线测头?福建测头哪里好 什么是机床测头,你知道吗?什么是机床测头?机床测头是一种配置在数控机床上的测量设备,是一种科技创新型产品,其主要功能是为企业提升现有生产设备的制造品质,降低制造成本,节省时间及人工成本。所以深受各大企业青睐。机床测头对数控机床的作用:1.能自动识别机床精度误差,自动补偿机床精度2.代替人工做自动分中、寻边、测量,自动修正坐标系,自动刀补3.对大型复杂零件在机床上直接进行曲面的测量4.能提升现**床的加工能力和精度,大型单件产品在线修正一次完成,不再二次装夹返工修补5.比对测量结果并出报告6.提高生产效率、提升制造品质确保产品合格率7.降低做零件基准的制造成本及外型加工工序8.批量分中一次完成,首件调机、打样、确定生产方案方便快捷9.减少机床辅助时间,降低制造成本。测头的工作原理,你知道吗?触发式测头的工作原理:在测头内部有一个闭合的有源电路,该电路与一个特殊的触发机构相连接,只要触发机构产生触发动作,就会引起电路状态变化并发出声光信号,指示测头的工作状态;触发机构产生触发动作的***条件是测头的测针产生微小的摆动或向测头内部移动,当测头连接在机床主轴上并随主轴移动时,只要测针上的触头在任意方向与工件。山东测头出厂价哪家公司的测头销量比较好? 选用**同样的三坐标测量机做实验,以20mm的测杆为例进行标准球标定试验,获得的试验数据如表2所示。由表2可知,当α=0时,测量轴线与被测圆法线夹角产生的标定误差值**小,并且随着角度的增大,其误差值会增大。四、标定过程中的问题及解决方法在进行测头标定过程中,应当注意以下问题:1:测座、测头、加长杆、测针、标准球必须安装牢固、可靠,不能有任何松动。在确保测针、标准球安装牢固后,要反复擦拭标准球和测针,保持标准球和测针的清洁。2:标定测头时,标定速度应当与测量时的速度保持一致。注意观察测针此次标定结果(主要是“标定直径”和标定时的形状误差),检查其与以前同等长度时的标定结果相比较是否有较大的偏差。如果有较大的变化,需要仔细查找原因,并反复清洁测针和标准球。然后对其进行重复性标定,通常重复标定2-3次,观察其标定结果的重复程度,如果重复性在(1-2)um则是正常的。3:当需标定多个测头的位置、角度或不同长度的测针测头时,标定后一定要检查标定效果的准确性。用标定后的所有测头分别测量标准球,并留意标准球球心坐标的变化情况,如变化范围保持在(1-3)um内,则是正常的。否则。 一维测头一般采用接触式测头的测量方式,对被测工件进行逐点测量,故测量速度较慢,不利于精密量仪向**的方向发展;三维测头由于现有的技术和理论限制,其结构复杂,精度也不高;目前非接触测头的主要发展方向主要是二维测头。光学视觉测头通常是二维测头。近年来,非接触式测头的研制在世界范围内是精密量仪制造厂家的研究重点。非接触式测量的实现方式有多种,目前应用于实践并产品化的非接触式测头已经为数不少。德国Wolf&Beck的OTM系列光学测头,日本三丰公司的图像测头MitutoyoQVP,美国普赛(Perceptron)公司的SCANWORKS三维激光扫描测头,比利时METRIS公司的LC系列光学扫描测头,以色列NEXTEC公司的WIZPROBE激光扫描测头以及德国Zeiss公司的Viscan光学扫描测头,都已***应用于精密量仪的非接触测量。以色列NEXTEC公司的WI/PROBE激光扫描测头(如图8所示)采用*特的三角法测量原理,测量精度受材料类型、表面加工形式、激光光柱角度和环境条件影响较小。适用于扫描小型、精密、软轻薄等特殊零件,也可用于覆盖件的扫描。该测头采样频率50点/s,激光光斑直径为30m,测量范围为50mm±5mm,测量分辨率1um,单点精度为6um,单点重复性可达。哪家公司的测头有厂家现货? 会产生较其微小的形变,这种形变会加大触发信号的延迟,这也是造成这种现象的原因之一。(3)测头传感器的触发信号传递给计数器所需的时间是固定的。但是在触发信号传递的这段时间内,光栅读数的变化率与坐标测量机的触测速度是相关的,触测速度快时,测针的“标定直径"就小。三、测头标定过程中可能影响准确度的因素1:测杆长度对测头标定准确度的影响选取直径名义值为3mm的测头,分别用3种长度(20mm、70mm和150mm)的加长杆对标称值为,其标定结果如表1所示。根据表1可以得到结论:加长杆越长,其标定的准确度越低。根据图1所示,在实际测量过程中,既有测头体安装时没有严格位于轴线上,也会有加长杆发生倾斜的现象,其引起的测头半径误差补偿为△=Lsinα,其中L为测量杆的长度,α为测量杆偏离竖直方向的角度,误差△和杆长L、夹角α都成正比。因此,在标定过程中整个测头的刚性是一个很重要的参数,也就是说加长杆越长,标定测头的准确度就会越低。2:标定角度对标定产生的影响图2为标定角度示意图,测针的轴线与被测圆的法线不平行时(夹角为α)会产生误差,并且夹角α越大,误差值会越大。根据上式可知,夹角α越大,则产生的误差越大。测头的价格哪家比较优惠?福建测头哪里好哪家公司的测头是有质量**的?福建测头哪里好 测头是三坐标测量机的重要部分,一般的测头是由一个杆和红宝石球组成,主要用来测量工作表面,通过测端的机械位置移动,触发信号并采集一个测量数据。可见测头的性能直接影响测量精度和测量效率。触发式测头结构简单、成本低,可用于高速测量,所以广泛应用于现代三坐标测量机中。但由于其精度稍低,而且不能以接触状态停留在工件表面,因而只能对工件表面作离散的逐点测量,不能作连续的扫描测量。测杆安装在三角架上,而三角架的三条圆柱腿定位于三对触点上,当测杆没有受到测量力时,三角架的三条圆柱腿与三对触点均保持接触;当测杆的球状端部与工件接触时,不论受到X、Y、Z哪个方向的接触力,至少会引起一个圆柱腿与触点脱离接触,从而引起电路的断开,产生阶跃信号,通过采样电路,将沿三个轴方向的坐标数据存储处理。同时一个与测杆同轴的弹簧提供预载,以测头凸角存在的原因是触发式测头的三点设计原则,当作用给测端一个特定方向的力时,可能会产生绕一个或两个接触点的旋转,导致所需确保圆柱腿与触点的接触及复位。因此这种测头具有信号触发的开关机构、测头再定位机构和**行程保护机构。三坐标测量机进行测量时。福建测头哪里好佶致测控技术(苏州)有限公司致力于机械及行业设备,是一家生产型公司。公司业务分为刀具测头,工件测头,测针等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。佶致测控凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。
佶致测控专业提供数控机床在机测量解决方案、整体在线检测系统的生产服务商,佶致测控凭借以客户需求导向的技术创新、产品制造,和精密的机械结构、可靠的性能保证,满足客户在数控机床加工过程中对测量的所有需求。
欢迎来到佶致测控技术(苏州)有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州虎丘区公司街道地址,负责人是王淞。
主要经营刀具测头|工件测头|测针|。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-56761981.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于佶致测控技术(苏州)有限公司
商铺首页 |
更多产品 |
联系方式
佶致测控专业提供数控机床在机测量解决方案、整体在线检测系统的生产服务商,佶致测控凭借以客户需求导向的技术创新、产品制造,和精密的机械结构、可靠的性能保证,满足客户在数控机床加工过程中对测量的所有需求。
- 我要给“福建测头哪里好 客户至上 佶致测控技术供应”留言
- 更多产品










相关分类






