- 产品描述
特点:
⑴ 切割质量好
由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
① 激光切割切口细窄,切缝两边平行并且与表面垂直,切割零件的尺寸精度可达±0.05mm。
② 切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为后一道工序,*机械加工,零部件可直接使用。
③ 材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形。
⑵ 切割效率高由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。
⑶ 切割速度快
用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的时间。.
激光束的发散角可<1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率激光器的连续输出功率又可达千瓦至10kW量级,因而激光既适于精密微细加工,又适于大型材料加工。激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度。
激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比,激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
激光切割的加工精度是由加工机性能、光束品质、加工现象而决定的整体精度。 关于尺寸变化即使按照程序进行切割,也有加工产品无法满足精度要求的情况。所以需要根据不同的情况采取对策。
加工产品的全体尺寸有变化-这是由于切口上激光焦点直径和其周围燃烧区域形成的切口宽度所影响的。虽然在相同条件下,对相同的加工物,使用同一偏置补偿值可以确保其精度,但是焦点位置的设定要凭借加工机操作人员的感觉来确定,而且热透镜作用也会造成焦点位置的变化,所以需要定期检查的偏置补偿值。
热轧特殊钢一般机械结构用碳素钢、合金钢、工具钢,经热处理工程后用于各种机械零部件的生产。冷轧原板用于生产各种冷轧产品,包括CR, GI, 彩涂板等。
热扎中厚板能够在不一样自然环境下应用,以便较强的让热扎中厚板是应用时充分发挥的绚丽多彩,人们要进行立即的,保证商品的清理,那样能够合理的增加热扎中厚板的使用期,人们我们都知道,热扎中厚板在应用全过程中表层会产生空气氧化,锈蚀等情况。煤斗 火力发电厂机器设备:磨煤机衬板。其储放场路面应当挑选平整有任何的承载力。除开某些不一样种类的热扎中厚板不适合立即放到路面上,因放到橡皮擦垫或是固定支架设备上边。
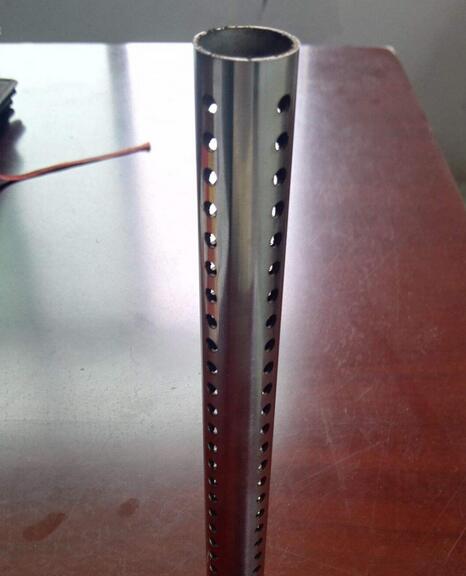
从本质上看:激光冲孔网主要是以机器为主,工作人员只负责设计开孔、导入导出文件。蚀刻网则多本分由技术人员操作施工。 生产方式的不同,也决定了蚀刻网的精度追赶不了激光冲孔,要想让蚀刻网的精度**过激光冲孔也不是不可能的,只不过它的成本要比激光冲孔高许多。
激光束聚焦后形成具有较强能量的很小作用点,把它应用于切割有许多特点。首先,激光光能转换成惊人的热能保持在较小的区域内,可提供⑴狭的直边割缝;⑵小的邻近切边的热影响区;⑶较小的局部变形。其次,激光束对工件不施加任何力,它是无接触切割工具,这就意味着⑴工件无机械变形;⑵无刀具磨损,也谈不上刀具的转换问题;⑶切割材料无须考虑它的硬度,也即激光切割能力不受被切材料的硬度影响,任何硬度的材料都可以切割。再次,激光束可控性强,并有高的适应性和柔性,因而⑴与自动化设备相结合很方便,容易实现切割过程自动化;⑵由于不存在对切割工件的限制,激光束具有无限的仿形切割能力;⑶与计算机结合,可整张板排料,节省材料。


安徽众达矿山设备公司位于安徽省太和县城关工业园区,是一家专业开发、制造选矿设备的企业。生产各种不锈钢筛板及聚氨酯筛板、振动筛用各种型号的轨座侧压板、激振器传动轴及弹簧等配件、各种型号离心机、筛篮、刮刀、筛框和替代进口的各种离心机配件、振动式和击打式可翻转弧形筛及弧形筛筛网、各种型号的重介质旋流器,耐磨管道、以及各种非标洗选设备和配件设备
欢迎来到安徽众达矿山设备有限公司网站,我公司位于交通便捷、风景优美,有 “酒都盛地”、“黄牛之乡”之誉的阜阳市。 具体地址是安徽阜阳太和县公司街道地址,负责人是王经理。
主要经营不锈钢筛板。
我司主要供应:建材 铝型建材 铝幕墙 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-55063952.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于安徽众达矿山设备有限公司
商铺首页 |
更多产品 |
联系方式
安徽众达矿山设备公司位于安徽省太和县城关工业园区,是一家专业开发、制造选矿设备的企业。生产各种不锈钢筛板及聚氨酯筛板、振动筛用各种型号的轨座侧压板、激振器传动轴及弹簧等配件、各种型号离心机、筛篮、刮刀、筛框和替代进口的各种离心机配件、振动式和击打式可翻转弧形筛及弧形筛筛网、各种型号的重介质旋流器,..
- 我要给“云南省激光割孔加工费用 激光切割**小孔 生产厂家”留言
- 更多产品