- 产品描述
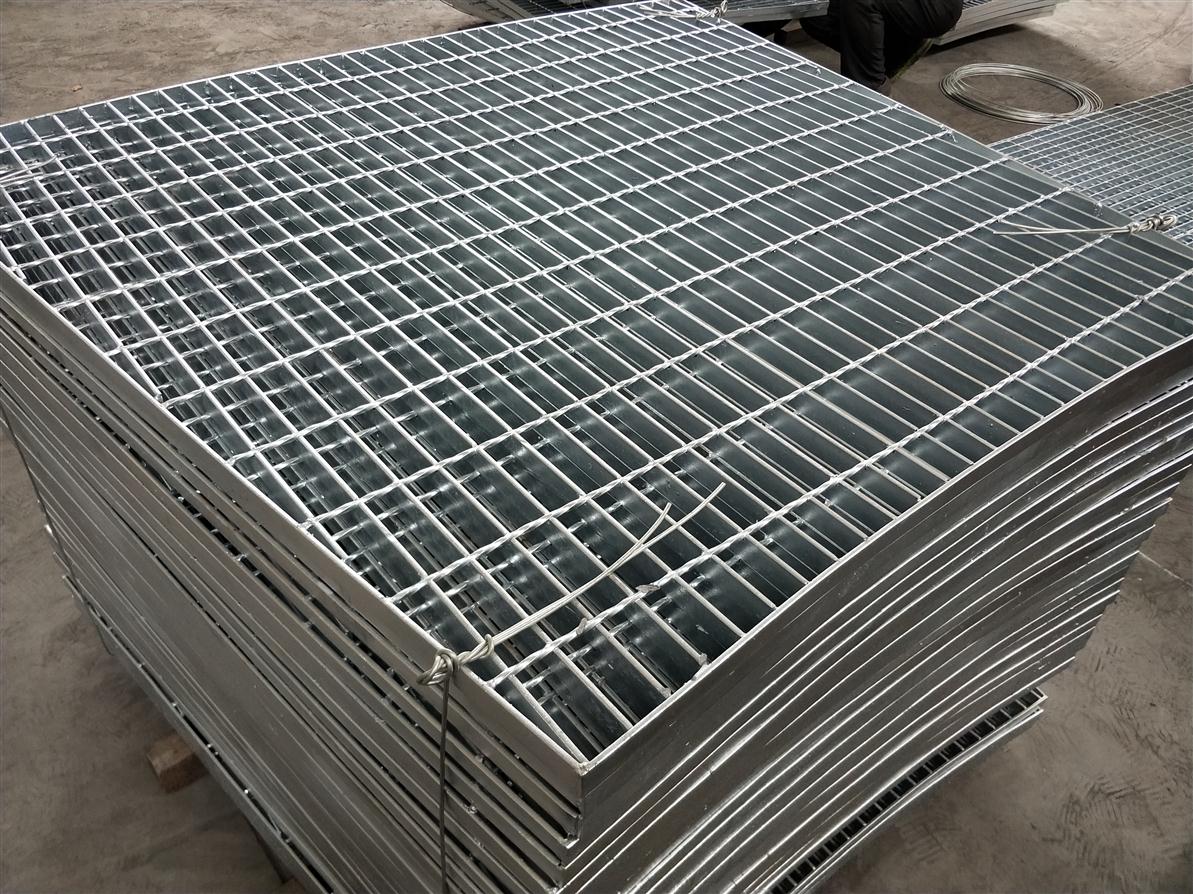
我们在使用钢格板的时候为了防止钢格板的生锈,我们会对其进行喷漆。那么钢格板喷漆所要注意的事项都有哪些呢?接下来就让我们厂家来给您介绍一下。
、涂料的选择不同的,对于钢格板的效果是不一样的,一般厂家都会使用同一喷漆,这是因为防腐技术在众多喷漆方面原材料是高的,而且专门是针对于钢格板来使用的。
第二、要注重的就是料的选择,为了能够使漆料与钢格板能够相交融,所以在涂抹**定要进行搅拌,等漆料搅拌均匀之后才能够涂抹到钢格板上。这就是为什么我们会发现有些人在使用漆料涂抹在钢格板之前会进行配料,甚至进行一系列的监测,然后再去选择是否使用该进行涂抹。
第三、粘度也要达到一定的标准,如果漆料的粘度没有足够的有粘性的话,是不可能附着在钢格板上的,并且经过稍微长一点的时间就会进行脱落,变得不美观。所以我们在选择油漆料的时候也要注意它的粘度是否能够达到标准,这样才能够时使用者放心。并且不同的钢格板拥有不同的颜色,只是因为使用的漆料颜色也不同。不过大部分都是使用同一个产品的,所以效果整体来说是差不多的,只是颜色发生了改变。
我们在对钢格板进行喷漆的时候,要对漆料进行处理化,这样才能够达到应有的标准。这样才能够对漆料进行充分的使用,从而较好地保护钢格板。
铝合金钢格板是由铝合金钢格板制成,是行业中应用广泛的有色金属结构材料之一,根据客户的不同需求,铝合金的性能会有所不同。为了可以使打击较加的了解铝合金钢格板,下面小编来为大家介绍下铝合金钢格板的优势。
1.铝合金钢格栅板纯铝的密度小(ρ=2.7g/cm3),大约是铁的 1/3,采用铝合金代替钢板材料的焊接,结构重量可减轻50%以上;
2.熔点低(660℃),铝是面心立方结构,故具有很高的塑性(δ:32~40%,ψ:70~90%),易于加工,可制成各种型材、板材,抗腐蚀性能好;
3.添加一定元素形成的合金在保持纯铝质轻等优点的同时还能具有较高的强度,σb 值分别可达 24~60kgf/mm2。这样使得其“比强度”(强度与比重的比值 σb/ρ)胜过很多合金钢,成为理想的结构材料.
以上就是小编为大家介绍的关于钢格板的优势,希望我们的介绍能够对您有所帮助,如果大家还有其他方面想要了解的话,可以来咨询我们。我们会有专业的人士来为您解答。
随着不锈钢钢格栅板的广泛应用,不锈钢钢格栅板的焊接变得尤为重要。不锈钢钢格板焊接变形,严重影响焊接质量和使用性,其具有复杂性、多样性。
常见的 变形主要与横向收缩、纵向收缩、弯曲变形、翘曲等有 关。不锈钢钢格栅板焊接过程中需要考虑板材的材料、几何形状 和尺寸及约束条件等因素的影响,同时还要将焊接的 工艺和焊接的参数列入到影响因素范围之中。
具体地 说,不锈钢板材所能抵抗失稳变形的阻力和其所能承受的临 界载荷主要与所选板材自身的材料、几何形状等设计 相关量相对应,两焊接所产生失稳的残余应力则与焊 接所采用的方法和参数有密不可分的关系。总体而 言,选用合理的设计和制造将会显着减小或消除不锈钢钢格板焊接变形。
钢格栅板焊接变形的影响因素
1. 输入热源对焊接变形的影响
在钢格板焊接过程中,受到局部高温热源的影响,焊缝区 被急剧加热,并局部熔化。该区域材料被加热,使焊接 区扩展,而钢格栅周围温度相对较低区域对焊接区产生约束, 从而产生弹性热应力,材料的屈服应力极限在温度升高后急剧下降,导致热弹性应力**过屈服极限,形成热 压缩。
冷却时,焊缝区材料收缩受到周围区域不均匀 温度场的影响,产生不均匀的收缩变形,焊接区呈现拉 伸残余应力,相邻区域承受压缩残余应力。 不锈钢钢格板焊接对于热源的输入非常敏感,合理 控制输入热源能量的大小对于格栅板焊件质量有重要意义。
输入较大的热源能量会造成较大的收缩变形,反之,输 入较小的热源能量会造成较小的收缩变形。因此在保 证焊缝形成良好情况下,选用尽可能小的输入热源。
2 .焊缝尺寸对焊接变形的影响
对于不锈钢钢格板焊接来说,焊缝的面积 尺寸与钢格板焊件的挠曲变形有着密不可分的关系, 另外,焊缝在结构中的位置对于不锈钢钢格板焊接 变形也会产生影响。不对称的安排会导致焊件的弯曲 变形,钢格板焊件截面中性轴越接近焊缝,相对而言弯曲变形 越小;反之,焊件截面中性轴离焊缝越远,相对而言弯 曲变形越大。
3.焊板初始粗糙度和板厚对焊接变形的影响
但在实际加工生产中不可能制造出理想情况下的不锈 钢板材,其可能存在不同程度的初始挠曲变形或者初 始几何缺陷,这些初始表面粗糙度和缺陷会在一定程 度上造成钢格板焊接的临界失稳变形。
对于存在不平整 度问题的板材,残余应力的增加,起始阶段板材挠度的 增长是相对缓慢的;但在焊接产生的残余应力**过某一定值时,瞬间板材挠度的增加会相对较快。初始粗 糙度相对较大时,板材所能承受的临界载荷值就会在 一定程度上降低,产生失稳变形越容易。
因此必须严格控制不锈钢板材焊件的初始表面粗糙度,否则其会 大大地影响着焊接抗失稳变形阻力和临界载荷。 除初始表面粗糙度外,板材厚度对于失稳变形 也是一个重要的影响因素。焊板厚度越小,其刚度就 越小,抵抗弯曲变形的能力就越低,在不锈钢板材对接 焊时,受到高温热源的影响,就较容易发生挠曲变形。 相反,焊接厚度越大,刚度就较大,不易变形。
4、钢格板装配对焊接变形的影响
钢格板焊接时选择合适的焊件装配顺序,避免在总 的构件内引起多余的装配应力。由于在不同装配阶段 装配体总的刚性化和重心位置的改变,会导致装配后钢格板 焊件内存在本不应该有的应力。
一般而言,处理不好 装配焊接顺序,会直接影响焊接的质量。另外,在不锈 钢钢格板装配过程中有可能产生新的残余应力,如果新 的残余应力大于临界变形应力,就会引起焊件变形。 因此应该尽可能减少或者避免产生装配应力。 总之,焊接变形影响因素并不是孤立存在的,焊接 不规则的形变是多个因素综合作用的结果。
这需要从多个角度综合考虑,在生产和设计过程中找到一个较 合理的措施,以减小焊接变形。
变形的控制及工艺措施:
不论是手工焊接和自动焊接技术、焊接经验和焊接工艺的选择都是很重要,因此操作人员除了平时加强焊接技术的训练和焊接技术的积累外,还要合理的选择焊接工艺,这样对焊接质量的提高有着深远的意义。
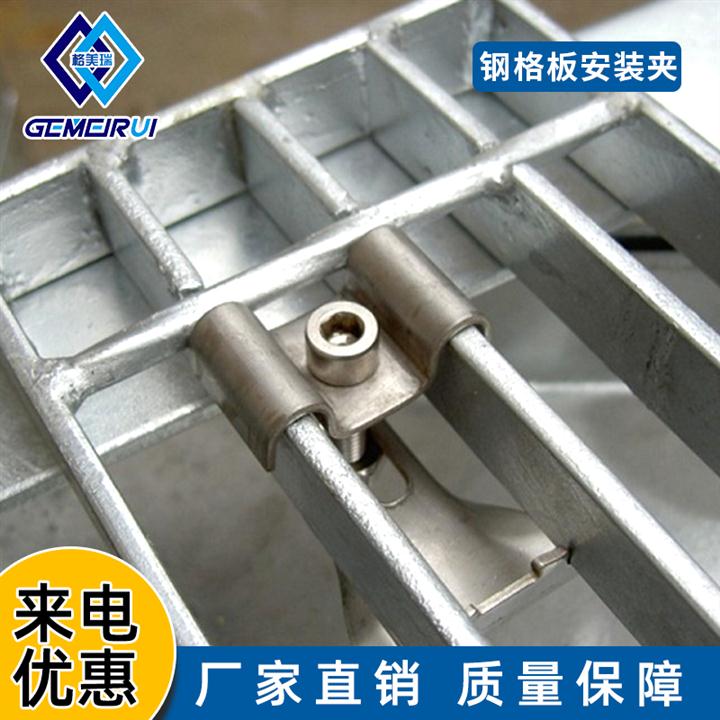
1、 钢性强制性固定法焊接。采用焊接夹具或者组合夹具,将钢格板焊件强制性固定牢靠后对焊件进行焊接,目的是增强其组合的钢性,减小焊接过程中变形的倾向。保证装配的几何尺寸。如果钢格板的焊缝比较长,可以采用压铁法分别放在焊缝的两边,以减少焊缝的变形。
2.不锈钢钢格板在焊接过程中减小变形的技术措施。在焊接过程中要注意以下两方面的问题。a.尽量减小加热阶段产生的纵向塑性压变力。纵向塑性压变力包括:预拉伸力(机械拉伸和预置温度拉伸)、等效降低热输入法(采用的各种冷却夹具焊缝两侧预先沉积的吸热物质等)和降温梯度的均匀预热法。b.尽量增大冷却过程中的纵向塑性拉应变,其中包括夹具的拘束动态温差拉伸(随焊激冷)和静态温差拉伸。
3、不锈钢钢格板在焊接后的变形控制措施。科学的方法是采用多点加热的方法对不锈钢钢格板产生的凸凹变形进行矫正,一般情况下,加热点直径不小于 15mm,加热点与加热点之间的距离应该根据板材的变形量大小来制定,正常的情况下在 50-100mm 范围内。通过采用焊接后消除残余应力热处理法克服钢制焊接构件的变形研究表明,为了较好的防治不锈钢薄板焊接后回弹变形,稳定构件的尺寸,通过缝隙试样、板条、板块试样等方式强制焊接后,再对构件进行焊后热处理可以有效的克服板材焊接的变形。
不锈钢钢格板焊接变形的控制是提高焊接质量的关键的问题,在焊接过程中要对每一个过程都要把好质量关的同时,操作人员还要加强平时的焊接技术的训练,以提高焊接技术水平和焊接经验的积累,使不锈钢钢格板的焊接质量得以提高。
异形钢格栅板一般都是客户要求定做的,是为了避免在工地进行二次切割加工,一般的异形钢格栅板分为四种,下面小编为大家详细介绍:
1、普通型承载扁钢切槽后,横杆扁钢压锁成型。生产普通型钢格栅板的大加工高度为100mm。钢格栅板长度通常小于2000mm。
2、整体型承载扁钢和横杆扁钢具有相同高度切槽深度为承载扁钢的1/2。钢格栅板高度不大于100mm。钢格栅板长度通常小于2000mm。
3、根据不同需要可交工其他间距、规格的格栅板,可使用普通碳钢、不锈钢、铝等材料。格栅板高度小于100mm。
4、重载型格栅板受高扁钢和横杆扁钢互相咬合、在1200吨的压力下压紧成型。适用于跨距高承荷载场合。
这种异形钢格栅板可以是施工安装较加简单快速,以上是小编为大家介绍的一般常见的异形钢格栅板,希望小编以上的总结对大家有所帮助。

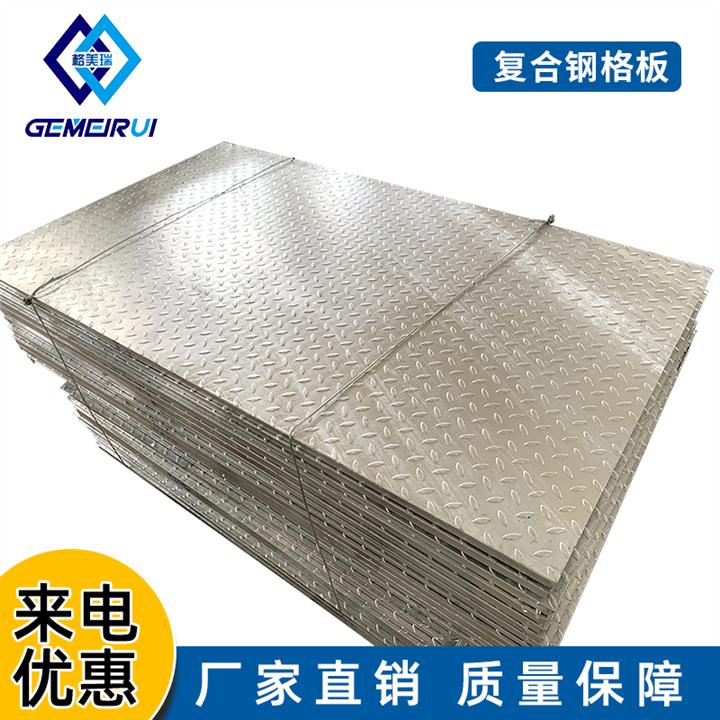
常州市格美瑞钢格板有限公司位于江苏省常州市天宁区,是国内大型的设计和生产制造钢格板的厂家,公司集钢格板、金属格栅板、热镀锌钢格板、不锈钢钢格板、复合钢格板、插接式钢格板、踏步板、水沟盖板、吊顶、扶手栏杆、钢梯、安装夹、小型钢结构等延伸产品生产的现代化企业。公司占地面积6000平方,技术力量雄厚,拥有强大的CAD设计系统,竭诚为广大客户提品和满意服务。公司产品严格执行YB/T4001.2007钢格板国家标准,GB704-88钢材标准,GB/T13912002热浸镀锌标准。产品符合美国ANSI/NAMM,英国BS4591995,澳大利亚AS1657-1992标准。
公司产品广泛运用于石油、化工、港口、电力、运输、造纸、、钢铁、食品、**、房地产、制造业等各个领域的工程平台、走道、楼梯、水沟盖、围栏、栏杆、排水井盖等。特别是在**工程建设应用中,采用钢格板制造的新型沟盖板、雨水井盖,具有空隙率高,透水量大,承载力好,耐腐蚀,外观新颖等优点,是取代铸铁盖板和水泥预制盖板的理想产品,在众多大型项目上被大量采用。公司产品**全国二十多个省、市、自治区,已服务过大小工程数万余项,并有部分产品出口到欧洲、美洲、中东、东南亚等地区。公司以追求的技术和品质,努力满足并追赶客户的期望为己任,以精湛的加工工艺、上乘的质量、合理的价格、优良的服务获得海内外客户的广泛接受和认同。
公司秉承“质量,用户至上”为服务宗旨,拥有的管理理念、科学系统的管理方法、灵活的经营机制、持续不断的技术创新、的服务团队。同时以市场为导向,客户需求为中心,一如既往地以优惠的价格、产品为广大用户和工程项目提供的服务。公司热忱希望与国内外新老客户、设计院、研究所携手合作,互惠互利,共建精品工程,共创,欢迎各位新老客户来电垂询。欢迎来到常州市格美瑞钢格板有限公司网站,我公司位于风景名胜、历史古迹较多,有着3200多年左右历史的文化古城—常州市。 具体地址是天津河东常州道公司街道地址,负责人是伍俊琪。
主要经营常州市格美瑞钢格板有限公司专业生产钢格栅盖板、不锈钢钢格栅盖板、镀锌钢格栅盖板、不锈钢钢格板、镀锌钢格板、钢格板厂。。
我司主要供应:建材 金属建材 钢格板 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-53973315.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于常州市格美瑞钢格板有限公司
商铺首页 |
更多产品 |
联系方式
常州市格美瑞钢格板有限公司位于江苏省常州市天宁区,是国内大型的设计和生产制造钢格板的厂家,公司集钢格板、金属格栅板、热镀锌钢格板、不锈钢钢格板、复合钢格板、插接式钢格板、踏步板、水沟盖板、吊顶、扶手栏杆、钢梯、安装夹、小型钢结构等延伸产品生产的现代化企业。公司占地面积6000平方,技术力量雄厚,拥有强..
- 我要给“桐城钢格栅板批发价格”留言
- 更多产品