- 产品描述

马鞍山德耐纳米科技有限公司建于2014年成立以来,始终依靠自主创新、坚持以科技打造品牌、以质量开拓市场、靠信用树立形象,本着“客户*一,诚信至上”的原则,专业从事金属表面纳米处理PVD超硬涂层加工进行表面增寿、增硬、增值及提高耐磨、耐腐蚀等。我司拥有**的多弧离子镀膜机和国内外**、较具竞争力的真空镀膜工艺,研发实力雄厚.因此,我司能为客户提供优质镀钛涂层服务,满足客户各种需求.并不断追求[较好的涂层,*的服务]. PVD是英文Physical Vapor Deposition(物理气相沉积)的缩写,是指在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。
欢迎来到马鞍山德耐纳米科技有限公司网站,我公司位于中国十大钢铁基地之一,长江十大港口之一—马鞍山市 具体地址是安徽马鞍山雨山区公司街道地址,负责人是蒋文龙。
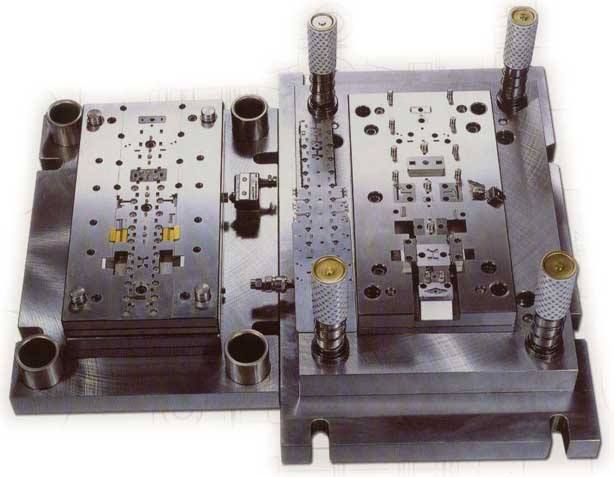
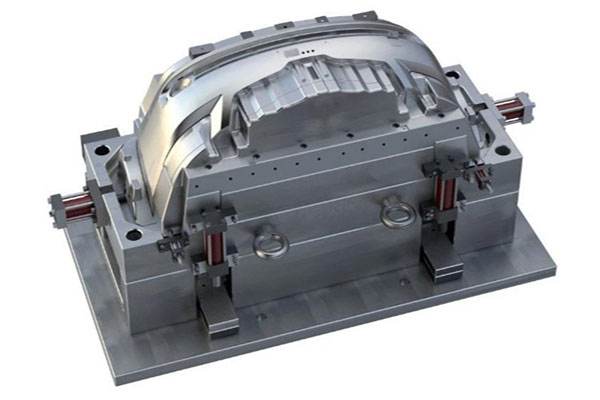
主要经营真空模具镀钛。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-53675381.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于马鞍山德耐纳米科技有限公司
商铺首页 |
更多产品 |
联系方式
马鞍山德耐纳米科技有限公司建于2014年成立以来,始终依靠自主创新、坚持以科技打造品牌、以质量开拓市场、靠信用树立形象,本着“客户*一,诚信至上”的原则,专业从事金属表面纳米处理PVD超硬涂层加工进行表面增寿、增硬、增值及提高耐磨、耐腐蚀等。我司拥有**的多弧离子镀膜机和国内外**、较具竞争力的真空镀膜工艺,研..
- 我要给“西安硅胶模具”留言
- 更多产品