- 产品描述
执行标准
q345的外部执行标准为:gb709,内部执行标准为:gb/t1591-94,由于执行标准的原因,此种钢板允许负公差交货。执行标准为GB/T1591-2008.
另:Q345标准GB/T1591-2008 相对于老标准,明显的一个变化就是Mn元素含量的变化,从原来的1.0-1.60更正为≤1.70,取消了小值的限定。
随着现代工业的发现,科技的不断进步,各种微量元素在钢板中的应用也较加广泛,Mn含量不再是影响钢材强度和机械性能的因素。所以*共和国国家质量监督检验检疫总局和中国国家标准化管理会联合发布实施的低合金高强度结构钢标准,取消Mn含量区间的限定,只规定值。
对于Q345钢材的检测,一方面是钢材的元素含量是否达到标准要求,重要的一方面是通过专业机构检测钢材的机械性能(屈服强度、拉伸试验)是否达到标准。
机械性能指标(%):
牌号 壁厚mm 伸长率δ5≥(%) 屈服强度δs(MPa≥) 试验温度℃
Q345A ≤16 21 345 不需
Q345B ≤16 21 345 20
Q345C 16-35 22 ≥325 0
化学成分:
牌号 C Si Mn P S V Nb Al Ti
Q345A ≤0.20 ≤0.55 ≤1.70 ≤0.045 ≤0.045 0.02-0.15 0.015-0.060 0.02-0.20
Q345B ≤0.20 ≤0.55 ≤1.70 ≤0.040 ≤0.040 0.02-0.15 0.015-0.060 0.02-0.20
Q345C ≤0.20 ≤0.55 ≤1.70 ≤0.035 ≤0.035 0.02-0.15 0.015-0.060 ≥0.015 0.02-0.20
主要是含碳含锰量不同:
Q235-A
含碳C:0.14~0.22;锰Mn:0.30~0.65;
Q235-B
含碳C:0.12~0.20;锰Mn:0.30~0.70;
应用于心部强度要求不高的的渗碳或氰化零件,如拉杆、连杆、吊钩、螺栓、轴及焊接件等
应该对温度也有限制的!
特别是Q345E。零下几十度。
另外相对于老标准而言,新标准要求中明显的就是对钢材中Mn含量做出了调整,由原来的1.0-1.60变为≤1.70,取消了≥1.0的小值限定。
q345c是什么材质
属于低合金高强结构钢的一种:(对应的88年以前的旧牌号有:16Mn、12MnV、14MnNb、16MnRe、18Nb五个牌号合并而成)
Q是汉字"屈服"的汉语拼音的个字母,表示屈服强度
345就是屈服强度的具体数值:345MPa
后面的c是该强度级别的钢的质量等级符号,一般分A,B,C,D,E等级别(越往后级别越高)
注意:A,B,C,D,E五个级别并不是与**的五个钢号对应,而是质量级别,主要区别是冲击功的要求不同:
Q345-A:不要求冲击功
Q345-B:要求常温冲击功
Q345-C:要求0℃的冲击功
Q345-D:要求-20℃的冲击功
Q345-E:要求-40℃的冲击功
可以看出:后面的钢号可以在低温下使用
我们常用的普通碳钢:Q235系列:Q235-A,Q235-B,Q235-C,Q235-D也是根据这个规则命名的,我们平时用的角钢(角铁),槽钢,工字钢一般都是这种系列的材料
Q345-C的具体化学成分为:
C≤0.2%,Mn 1.0-1.6%,Si≤0.55%,S≤0.35%,P≤0.35%,V0.02-0.15%,Nb0.015-0.06%,Ti0.02-0.2%,AL≥0.015%
机械性能为:
屈服强度:≥345MPa(厚度16mm以下)
抗拉强度:470-630MPa
伸长率:22%
冲击功:≥34J(试验温度 0°)
180°弯曲试验:D=2a(厚度16mm以下)
参考标准:GB1591
通过对Q345钢的焊接性分析,制定措施如下:
1. 焊接材料的选用
由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):
元素
C
Mn
Si
S
P
Cr
Mo
V
Ti
含量
0.071
1.11
0.53
0.009
0.016
0.02
0.01
0.01
0.01
力学性能见下表:
σb/Mpa
σs/Mpa
δ5(%)
Ψ(%)
Akv/J-30℃
440
540
31
79
164/114/76
(抗拉强度应该大于屈服)
2. 坡口形式:(根据图纸和设备供货)
3. 焊接方法:采用手工电弧焊(D)。
4. 焊接电流:为了避免焊缝组织粗大,造成冲击韧性下降,必须采用小规范焊接。具体措施为:选用小直径焊条、窄焊道、薄焊层、多层多道的焊接工艺(焊接顺序如图一所示)。焊道的宽度不大于焊条的3倍,焊层厚度不大于5mm。层至*三层采用Ф3.2电焊条,焊接电流100-130A;*四层至*六层采用Ф4.0的电焊条,焊接电流120-180A。
5. 预热温度:由于Q345钢的Ceq>0.45%,在焊接前应进行预热,预热温度T0=100-150℃,层间温度Ti≤400℃。
6. 焊后热处理参数:为了降低焊接残余应力,减小焊缝中的氢含量,改善焊缝的金属组织和性能,在焊后应对焊缝进行热处理。热处理温度为:600-640℃,恒温时间为2小时(板厚40mm时),升降温速度为125℃/h 。
现场焊接顺序
1. 焊前预热
在翼缘板焊接前,首先对翼缘板进行预热,恒温30分钟后开始焊接。焊接的预热、层间温度、热处理由热处理控温柜自动控制,采用远红外履带式加热炉片,微电脑自动设定曲线和记录曲线,热电偶测量温度。预热时热电偶的测点距离坡口边缘15mm-20mm。
2. 焊接
2.1 为了防止焊接变形,每个柱接头采用二人对称施焊,焊接方向由中间向两边施焊。在焊接里口时(里口为靠近腹板的坡口),层至*三层必须使用小规范操作,因为它的焊接是影响焊接变形的主要原因。在焊接一至三层结束后,背面进行清根。在使用碳弧气刨清根结束后,必须对焊缝进行机械打磨,清理焊缝表面渗碳,露出金属光泽,防止表层碳化严重造成裂纹。外口焊接应一次焊完,后再焊接里口的剩余部分。
2.2 当焊接*二层时,焊接方向应与层方向相反,以此类推。每层焊接接头应错开15-20mm。
2.3 两名焊工在焊接时的焊接电流、焊接速度和焊接层数应保持一致。
2.4 在焊接中应从引弧板开始施焊,收弧板上结束。焊接完成后割掉并打磨干净。
3. 焊后热处理:焊口焊接完成后应在12小时内进行热处理。如不能及时进行热处理应采取保温、缓冷措施。在进行热处理时,应采用两根热电偶测温,热电偶点焊在焊口的里外侧。
4. 焊接检验
根据《钢结构工程施工及验收规范》的要求,焊口采用超声波探伤法进行检验,检验比例为**。
现场技术管理
1. 编制详细的焊接施工作业指导书。
2. 全过程控制焊接工艺是确保质量的**。
每个柱接头的焊接时,应有专人监控焊接工艺,如焊工不按作业指导书施工应立即终止焊接。在焊接过程中,热处理人员应全程监控层间温度,如**标应立即通知焊工暂停。
3. 提高施工人员质量意识是贯彻焊接工艺的关键
在施工前,进行全员交底,并且开取施工工艺卡。交底中详细讲解焊接工艺特点及严格控制现场焊接工艺的必要性和控制要点。
结论
按此焊接工艺措施施工,在现场共焊焊口102道,经无损检验一次合格率达到**。经过实际施工的验证,此焊接工艺措施不仅能在现场指导对Q345钢的焊接,而且能够保证焊接质量。



我公司专业经营钢板切割,高强板,耐磨板,船板,与国内各大钢铁企业保持着长期稳定的业务关系;用户遍布国内10多个省市。主要经营宝钢、南钢、新钢、首钢、济钢、安钢、舞钢、鞍钢、武钢部分材质如下:低合金系列:Q345and#40;A、B、C、D、Eand#41;。高强板系列:Q390、Q420、Q460、Q550、Q690。耐??磨??板:NM360A、NM400A、NM500(调质、回火)。普通船板(A、B、D、E)和高强度船板(AH32、AH36、DH32、DH36、EH32、EH36)系列产品,?and#40;CCS、LR、ABS、DNV、BV、GL、
欢迎来到无锡市标之龙金属制品有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡滨湖区公司街道地址,负责人是王梦娇。
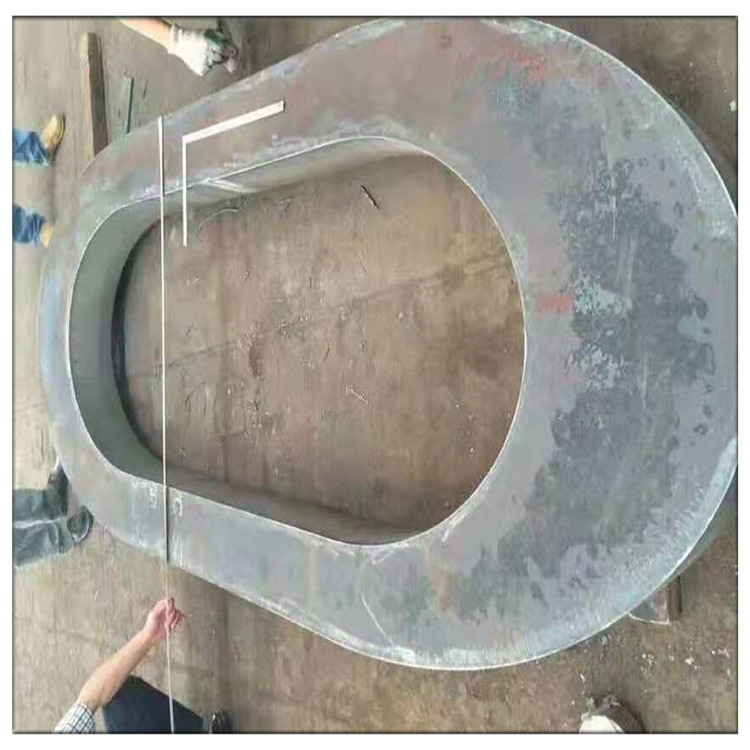
主要经营船板AH36钢板切割下料。
我公司主要供应冶金 钢材 板材/卷材 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-53635937.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于无锡市标之龙金属制品有限公司
商铺首页 |
更多产品 |
联系方式
我公司专业经营钢板切割,高强板,耐磨板,船板,与国内各大钢铁企业保持着长期稳定的业务关系;用户遍布国内10多个省市。主要经营宝钢、南钢、新钢、首钢、济钢、安钢、舞钢、鞍钢、武钢部分材质如下:低合金系列:Q345and#40;A、B、C、D、Eand#41;。高强板系列:Q390、Q420、Q460、Q550、Q690。耐??磨??板:NM360A、NM40..
- 我要给“郑州Q345C切割定制”留言
- 更多产品