- 产品描述
无损检测探伤前需要灵敏度校准,系统可靠性验证。超声有声速校准试块如斜探头横波声速校准CSK IA试块,灵敏度校准有横通孔试块等。渗透检测有B型三点式试块半定量灵敏度试块等。射线检测像质计等(类似充当试块的作用)无损检测离不开试块,没有合适的试块可以人工加工,在验证可靠性后投入使用。同样磁粉检测用试片和试块是检测时必备的工具,常用的试片和试块分为带有自然缺陷的试件(自然试块)和人工制造的标准缺陷试件(人工试块)两种。
标准试块主要用来检验检测设备、磁粉和磁悬液综合性能,也可用于考察检测试验条件和操作是否恰当。除特殊制作的产品标准缺陷试块外,一般不能确定被检工件的磁化规范,这边磁化规范是指指对磁化电流或磁场强度的选用规则,标准试块也不能用于考察被检工件表面的磁场方向和有效磁化范围。
水不能单独作为载液使用,因此用水作载液时,必须在水中添加润湿剂、防锈剂,必要时还要添加消泡剂,以保证水基载液具有合适的润湿性、分散性、防腐蚀性、消泡性和隐定性。
(1)润湿性指磁悬液应能迅速地润湿工件表面,合适的润湿性能可用“水断试验”来确定,pH值应控制在8~10。
(2)分散性, 即磁粉能均匀地分散在水基载液中,在有效使用期内,磁粉不结团。
(3)防腐蚀性,即对工件、设备及磁粉本身无腐蚀性。
(4)消泡性能要求,在较短时间内自动消除水基载液中的泡沫,以保证检测灵敏度。
(5)稳定性则是在规定的储存期间,水基载液的使用性能不发生变化。
用水作液的优点是水不易燃、黏度小、来源广、价格低廉。但不适用于在水中浸泡可引起氢脆或腐蚀的某些高强度合金钢。
选取载液时还需要注意:
用煤油作探伤载液虽然不会产生锈蚀,但其具有异味,操作时间稍长,油温升高后或在高温环境下探伤时会挥发出一股刺激性的气味,对周围环境及操作人员产生影响;煤油本身的运动黏度也不是太好,在进行非荧光磁粉检测时可以加入其它油料(如变压器油)提高运动粘度;煤油的闪点也不是太高,在正常的操作过程中如果探伤机拉弧,产生失火的概率很高,增加操作的危险性。
水作探伤载液因其取材方便而被广泛使用,但是用水作探伤载液,对工件表面要求相对比较高;工件在探伤前表面如有油污附着,必须先清洗后探伤;探伤设备和工件上有水残留,会造成不同程度的锈蚀,对防锈要求高的工件探伤时需要在水中加入防锈剂;由于水的运动黏度并不是很好,对高精度工件探伤用水作为探伤载液的效果并不是太好。
因此,我们在选取磁粉载液时,要综合考虑油基载液和水基载液各自的优缺点及适用范围,然后根据被检工件和检测要求选取合适的载液。
根据所利用的超声波波型分类
目前工业超声波检测常用的超声波波型有:纵波、横波、瑞利波(表面波)、兰姆波(板波)以及爬波(表面下纵波),还有新发展的导波以及相控阵所激发出来 的复合波型。应用不同超声波波型进行检测时,各自有不同的适用范围与检测工艺。
三.根据超声波进入被检工件的方式分类
1.接触法:超声波探头通过薄层的液体或流体耦合介质直接与被检工件的探测 面接触。
2.液浸法:主要是指采用水作为耦合介质,俗称为水浸法,超声波探头发出的 超声波经过一定厚度的水层再进入被检工件,超声波探头不与被检工件接触。在水 浸法中,按照作为耦合介质的水的施加方式,还分为全浸没法(被检工件与超声波 探头都完全浸没在水中)、局部水浸法(仅是被检工件上需要检测的部位局部浸没在 水中,通常超声波探头是全浸没或半浸入水中)、溢水法(被检工件上的检测面与超 声探头之间通过溢水耦合)、喷水柱法(被检工件上的检测面与超声波探头之间通过喷流水柱耦合)、水层或水间隙法(超声波探头与被检工件的检测面之间通过薄层水 耦合)等等。
接触法和水浸法是超声波检测中主要应用的两种耦合方式,此外还有地毯法、 滚轮法等多种特殊的耦合方式。
3.空气耦合法:目前主要应用于飞机复合材料的低频超声检测。
四.根据所用超声探头的形式种类分类
主要分为:单直平探头法(含接触法与液浸法)、单斜探头法(接触法用,包括 横波、瑞利波、兰姆波、爬波探头)、单直聚焦探头法(含接触法与液浸法,点聚焦 与线聚焦)、单斜聚焦探头法(接触法用)、组合双晶探头法(含组合双晶直探头与 组合双晶斜探头)、双斜探头法、小角度单斜探头法以及众多的探头检测方法(例 如铁轨探头、小径管焊缝探伤探头,以及导波探头、相控阵探头)等等。
五.根据超声波进入被检工件时声束轴线与入射面的角度关系分类
垂直入射(声束 轴线与探测面垂直)和倾斜入射(声束轴线与探测面法线有一定交角,可以对被检 工件进行倾斜入射纵波检测、横波检测、瑞利波检测、兰姆波检测、爬波检测…等 等)。
六.根据超声波检测系统发射与接收信号的通道数量分类
常见的是单通道法,还有用于自动化与半自动化检测的多通道法(可达到2通道、4 通道、8 通道、10 通道甚至上百通道)。
一般来说,漏磁信号的大小取决于四个因素,即:
1、监测仪器本身性能,包括传感器及配套系统、预处理电路和信号分析系统。
2、实际缺陷的几何形状和特性。
3、仪器检测速度和被测部件运行状况(如是否受力等)。
4、被检部件的磁性。目前对漏磁信号处理的方法主要有时域的波形分析法(包括信号峰峰值和短程能量等)、频域分析方法、小波分析和神经网络等,这些方法更多的是针对特定工况的特定信息,采用检测信号与标准缺陷信号比较来进行缺陷分析,很少考虑到检测过程中不同因素对信号分析结果的影响,对缺陷类型、几何形状和部件工况等缺乏定量描述。
腐蚀缺陷漏磁检测是近年来在输油气管道、储罐底板检测中常见的一种有效方法。他通过测量被磁化的材料工件表面泄漏的磁场强度来判断工件缺陷的大小。
在被检工件表面没有缺陷且内部无夹杂物,从原理上讲磁通会全部通过被检工件;若存在缺陷,会导致缺陷处及其附近的磁阻增加,而使缺陷附近的磁场发生畸变,他们可分为三部分即:
1、大部分磁通在工件内部绕过缺陷。
2、少部分磁通穿过缺陷。
3、还有部分磁通离开工件的上下表面经空气绕过缺陷。
磁粉检测用的油基载液是具有高闪点、低黏度、无荧光和无臭味等特点的煤油。
闪点是指易燃物质挥发在空气中产生的蒸气能够燃烧时的低温度。若油的闪点低,磁悬液易被点燃,会造成操作人员的烧伤及探伤设备的损坏。
黏度是液体流动时内摩擦力的量度。黏度值随温度的升高而降低。油的黏度分动力黏度和运动黏度两种。
动力黏度是表示液体在一定剪切应力下流动时内摩擦力的量度,其值为相同温度下液体的动力黏度与其密度之比,在国际单位制(SI)中以帕秒(Pa·s)表示。习惯用厘帕(cPa)为单位,1cPa=10﹣3Pa·s=1mPa·s
运动黏度是表示液体在重力作用下流动时摩擦力的量度,其值为相同温度下液体的动力黏度与其密度之比,在国际单位制(SI)中以m2/s表示。习惯用厘斯(cSt)为单位,1cSt=10﹣6m2/s=1mm2/s。
在一定的使用温度范围内,尤其在较低的温度下,若油的黏度小,磁悬液的流动性就好,检测灵敏度高。但油的黏度若太小,载液的悬浮性差,磁粉容易沉淀,也影响检测灵敏度,因此油的黏度应控制在一定范围。
(2)磁粉检测油基载液决不允许使用低闪点的煤油载液。
(3)油基载液优先用于如下场合:
1)对腐蚀应严加防止的某些铁基合金(如精加工的某些轴承和轴承套)。
2)水可能会引起电击的地方。
3)在水中浸泡可引起氢脆或腐蚀的某些高强度钢。
焊接过程检查为了保证焊接能够正确按照焊接工艺指导书的焊接参数进行焊接,经常需要增加焊接过程的质量检查程序。焊接过程质量检查通常由专职或质量检验员进行,从焊接准备工作开始,对人员配备,焊接设备,焊接材料,焊接环境,焊接方法,等各方面进行检查、监控。
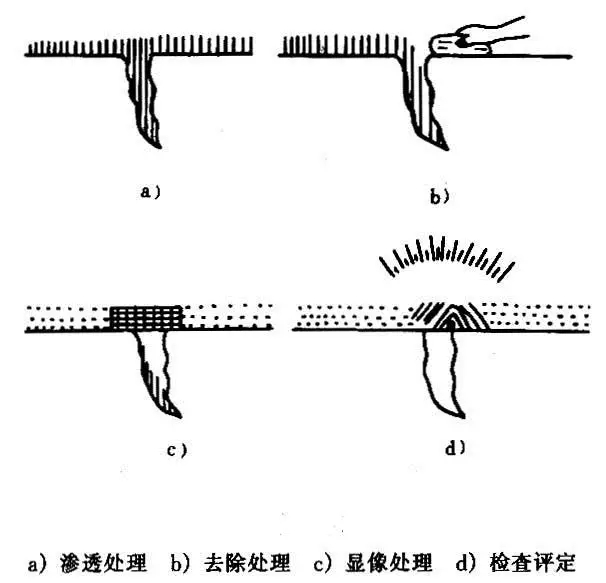
原理:通过超声波与试件相互作用,就反射、透射和散射的波进行研究,对试件进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,并进而对其特定应用性进行评价的技术。
适用于金属、非金属和复合材料等多种试件的无损检测;可对较大厚度范围内的试件内部缺陷进行检测。如对金属材料,可检测厚度为1~2mm的薄壁管材和板材,也可检测几米长的钢锻件;而且缺陷定位较准确,对面积型缺陷的检出率较高;灵敏度高,可检测试件内部尺寸很小的缺陷;并且检测成本低、速度快,设备轻便,对人体及环境无害,现场使用较方便。
江苏广分检测技术有限公司:: 安全,廉洁,尊长敬司,创新为魂,应用为重,励精图治。经营服务理念:用心服务,用科学检测技术为客户发现、消除火灾隐患,追求安全与经营效益的双赢,造福社会。企业行为准则:方法科学,诚信经营,坚持原则,为客户提供、科学、的服务。员工行为准则:诚实守信,尊长敬业;笑看得失,莫议人非;爱岗敬业,和合处世;,服务至上;遵章守法,勇担责任。公司积鼓励员工学习中国传统文化,倡导孝敬、诚信、感恩向善的行为。做事要有敢于担当的责任心,看淡人生得与失、多看优点、不议是非。公司坚信,培养员工正确的待人处世价值观能提升职业道德修养。同时,公司严格要求全体员工,特别是一线检测技术员,在日常工作和现场检测时,坚持按照规范、公司管理规定操作,坚守铁的工作纪律,做好各方面的安全预防措施,重要的一条准则是:坚决拒绝收取不正当利益!坚持全面检测标准,对发现消防设施的火灾隐患如实反映,确保检测数据的真实性,视遗留火灾隐患如犯罪。做到廉洁从业、社会满意,终目标——为和生命财产安全把好消防安全质量关!
欢迎来到广分检测技术(苏州)有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州吴中区公司街道地址,负责人是周志琴。
主要经营江苏广分检测技术有限公司,是一家独立的第三方检测机构。业务范围包括:FDA认证、ZDHC检测认证、安全帽检测、防护服检测、江苏防霉检测、江苏抗菌检测、皮肤致敏检测、生物降解检测、生物相容性检测。欢迎来。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:商务服务 咨询服务 产品检测服务 等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们最大的收益、用户的信赖是我们最大的成果。
本页链接:http://www.cg160.cn/vgy-53535536.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于广分检测技术(苏州)有限公司
商铺首页 |
更多产品 |
联系方式
江苏广分检测技术有限公司:: 安全,廉洁,尊长敬司,创新为魂,应用为重,励精图治。经营服务理念:用心服务,用科学检测技术为客户发现、消除火灾隐患,追求安全与经营效益的双赢,造福社会。企业行为准则:方法科学,诚信经营,坚持原则,为客户提供、科学、的服务。员工行为准则:诚实守信,尊长敬业;笑看得失,莫议..
- 我要给“安庆行车吊环无损超声波检测”留言
- 更多产品