
- 产品描述
江阴市昭瑞钢板有限公司专业为国内重工装备企业做特厚钢板配套下料加工业务。
钢板的硬度比较高,现在很多加工单位所选用的板材也非常厚,
在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。
根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等
钢板加工是为了使整块的规格一致的钢板变成不同的形状来适应客户不同的要求,使之可以应用到不同的领域当中。
在选用钢材的时候工作人员需要对这些材料进行除污操作,板材上面的油脂等也需要清理干净。
根据钢板生产厂家的要求。客户*钢板的生产厂家时。原因在于客户已经对所*的钢厂生产的钢板质量比较放心。多次使用过已经建立起很高的信任度和认可度。鉴于对客户采购钢板资金成本上的考虑,在保证钢板质量达到客户要求的前提下,可以推荐有价格优势同等级别的一类钢厂或二类钢厂
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定,割嘴倾角与割件厚度的关系及切割余量如下表所示: 割嘴倾角与割件厚度的关系 割件厚度 <10 ≥10 倾角方向 后倾 垂直 倾角度数 10°-15° 0° 钢板切割余量表 切割方式 材料厚度mm 割缝宽度留量(mm) 备注 气割下料 ≤10 1~2 10~20 2.5 20~40 3.0 40以上 4.0 在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
火焰切割是老的热切割方式,其切割金属厚度从1毫米到1.2米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。
火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。
别厚钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,但在切割厚钢板厚板时,需要注意!!!?随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,预热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。?注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。如果无法进行整版预热,则可以使用局部预热法代替。
为用户提供性价比的产品,是我们永远的追求。
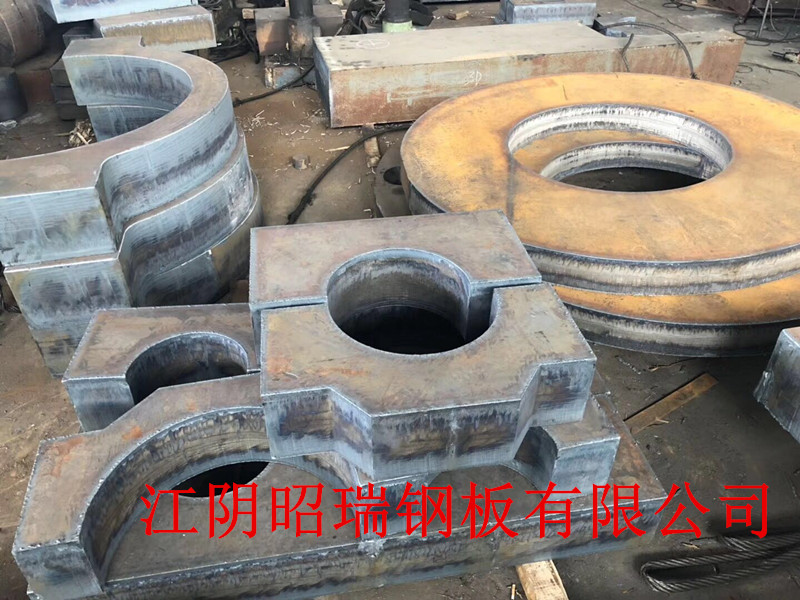


江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:建材 建材加工合作 建筑图纸 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-53476041.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“保定钢板零割保材质 钢板加工 交货期快”留言
- 更多产品

电商社圈活动

潮州iot网关 数据转换设备 获取报价在这里

拉萨安监物联网主机 安监信息采集一体化设备

6FC5198-5AA00-0AP2 6GK1970-5CA20-0AA1 价格实在
大连安监工业网关 安监信息采集一体化设备

咸阳真空烧结炉冷却水循环机10匹

6ES7416-3ER05-0AB0 6ES7315-1AF03-0AB0 故障维修
海口物联网云平台 监控后台 欢迎来电了解

6FC5198-6AA00-0CP2 6GK1971-2DS01-0AA0 数控系统

长沙Q345B特厚钢板零割 钢板零割 欢迎来电垂询

6SN1111-0AA02-0BF0 6FC5198-4AA60-0KP0 质量有保证






