- 产品描述
如何降低钢板切割的成本?
一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度的可燃性气体较适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用天然气进行切割,将会理想的切割质量,只是切割速度会稍微降低一些。相而言,乙比天然气要贵得多,对于以前的切割气来说,乙是生产切割中的主流切割气,但随着近两年天然气的变革和开发,天然气从综合角度来说分析,比乙较能市场和国家的认可,重要一点就是它节能环保。对于它切割速度稍慢问题,有了市场上天然气增效剂的问世一系列的问题也随之化解。
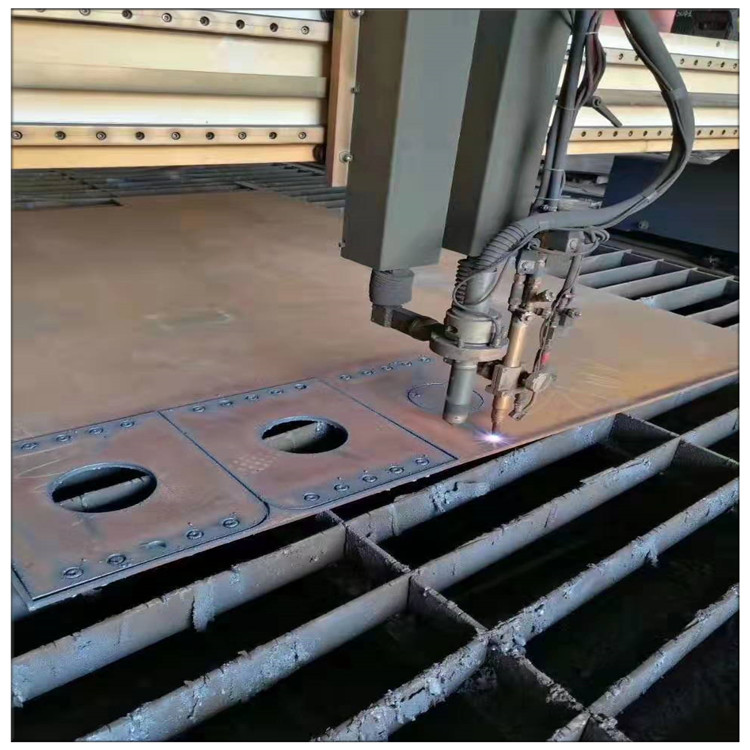
分析完切割气体之后,再来看一下切割速度的问题。钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割的稳定性和切割断面质量。如果想人为地调高切割速度来生产效率和用减慢切割速度来佳地切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。在正常的火焰切割中,切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切割方向偏移。如割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显会后偏。这些都是工人从的实践中不断总结出来的。
在钢板火焰切割中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为高质量的切口,割嘴到被割工件表面的高度,在整个切割中必须保持基本一致。了以上关于影响钢板火焰切割质量的三大要素,对于生产效率一定会有明显的提升。
使用计算机辅助系统,在普通电脑上进行整板套料和余,料板套料,为数控切割机提供切割程序。数控切割机全时用来切割(不再用来编程),有效数控切割机的切割生产。效率。在我公司7月份以前,数控机需要从早上八点至凌晨两点连续工作,才能生产需要,经过不断的切割方,案,现在每天仅需八个小时(少数情况需要加班)就能正常生产需要。不仅降低了工人的劳动强度。节省了人力资。源,较是机器设备的寿命,夜间照明电力消耗。(2)高套料切割。传统的切割方式已经不能目前我公司的生产现状,对于数量多而复杂并且形状较不规则的零件。
板加工要哪些控制技巧
一、热变形的控制
在数控切割机实际切割中,由于对钢板的不均匀的加热和冷却,材料内部应力的作用将使被切割的工件发生不同程度的弯曲或移位----即切割热变形,具体是形状扭曲和切割尺寸偏差。由于材料内部应力不可能平衡和完全,所以只能采取一些措施来设法热变形。
二、钢板表面处理
通常钢板从钢铁厂经过一系列的中间环节达到切割车间,在这段时间里,钢板表面难免产生一沉氧化皮。在者,钢板在轧制中也产生一层氧化皮附着在钢板表面。这些氧化皮熔点高,不容易燃烧和溶化,了预热时间,降低了切割速度,同时经过加热,氧化皮四处,较易对数控切割机的割嘴造成堵塞,降低了割嘴的使用寿命,所以,在切割前,很有必要对钢板表面进行除锈预处理。
三、钢板加工工件前的表面处理及方法
常用的方法是抛丸防锈,之后喷漆防锈,即将铁砂用喷丸机喷向钢板表面,靠铁砂对钢板的冲击力除去氧化皮,再喷上阻燃,导电性好的防锈漆。
总而言之,钢板加工之前的除锈喷漆预处理已成为金属结构及切割环节生产中一个不可缺少的环节。
让自己能从中受益。1彩钢板的加工,其是否属于钢板加工,这个问题。如果从角度来看,其为是,即为彩钢板的加工是属于钢板加工,其是钢板加工中的一种,进,行这项工作的话,其是需要用到一些设备。是为放卷机、成型机、PLC控制系统、液压泵站系统和全自动后剪切剪切系。统等这些,一个都不能遗漏掉。2钢板。其不同加工种类是否对应不同的加工费用。其是有不同加工种类,比如钢板钻孔加工和钢板切割加工,而其所对应的加工费用是不一样的,所以可以肯,定的是,这个问题的为是。应先知道是进行哪一种钢板加工,然后再来考虑和确定其加工费用,这样可避免。
注意事项
1、质量证明的审查:
钢厂交货一定根据用户的要求按合同约定的规范交货并提供原始质量证明书。证明书中,具备以下内容:
(1)规范要求;
(2)质量记录编号及证明证号;
(3)炉批号,技术等级;
(4)化学成分和力学性能;
(5)船级社认可证明及验船师签字。
2、实物审查:
船用钢材的交货,实物物体上应有生产厂标志等。具体有:
(1)船级社认可标志;
(2)采用油漆框出或粘贴标记,包括技术参数如:炉批号、规范标准等级、长宽尺寸等;
(3)外观光洁平顺,无缺陷。
折叠编辑本段力学性能
船板力学性能与化学成分
一般强度船体结构钢力学性能与化学成份
钢材级别
屈服点
σs(MPa)不小于
抗拉强度
σb(MPa)
伸长率σ%
不小于
碳
C
锰
Mn
硅
Si
硫
S
磷
P
A
235
400-520
22
≤0.21
≥2.5C
≤0.5
≤0.035
≤0.035
B
≤0.21
≥0.80
≤0.35
D
≤0.21
≥0.60
≤0.35
E
≤0.18
≥0.70
≤0.35
高强度船体结构钢力学性能与化学成份
钢材级别
屈服点σs
(MPa)不小于
抗拉强度
σb(MPa)
伸长率σ%
不小于
碳
C
锰
Mn
硅
Si
硫
S
磷
P
ABSB材质船板和CCSB船板是一种材质吗?
板是一种材质。
只是船级社认证不同,CCS是中国船级社的认证,ABS是美国船级社的认证。
船体用结构钢按照其小屈服点划分强度级别为:一般强度结构钢和高强度结构钢。 船板是指按船级社建造规范要求生产的用于制造船体结构的热轧钢板材。 中国船级社规范标准的一般强度结构钢分为:A、D、E、F四个质量等级(即CCSA、CCSB、 CCSD、CCSE);中国船级社规范标准的高强度结构钢为三个强度级别、四个质量等级。
无锡市标之龙金属制品有限公司 船板
主营:DH36船板、EH36船板、CCS钢板、AH32钢板、Z向性能钢板、容器板、耐磨钢板、进口耐磨板、耐候钢板、高强度船板等。资源充足,品种齐全,库存量大,价位特低,时间快。
普板(Q235B/C/D/E)
低合金板(Q345B/C/D/E)、
耐候钢板(Q235nh、Q295nh、Q355Gnh、09cucrni-A、09CrCuSb、SPA-H等)。
锅炉容器板(Q245R、Q345R、SA-516M Gr.415等)。
船板(AH32、AH36、DH36、EH36、DH40、CCSA、CCSB等)。
耐磨板(NM360、NM400、NM450、NM500、MN13进口450、500 Extreme、JEF-EH400、XAP600、Dillidur500等)。
高强度板(Q690C/D/E、Q550C/D/E、Q460C/D/E、Q420C/D/E、Q390C/D/E、AH60、AH70、550DB等)。
、可供钢板规格范围:厚度3mm-650mm,宽度1000mm-4020mm,长度3000mm-18800mm,单重26.5吨(也可根据需要供应较大规格的钢板)。


我公司专业经营钢板切割,高强板,耐磨板,船板,与国内各大钢铁企业保持着长期稳定的业务关系;用户遍布国内10多个省市。主要经营宝钢、南钢、新钢、首钢、济钢、安钢、舞钢、鞍钢、武钢部分材质如下:低合金系列:Q345and#40;A、B、C、D、Eand#41;。高强板系列:Q390、Q420、Q460、Q550、Q690。耐??磨??板:NM360A、NM400A、NM500(调质、回火)。普通船板(A、B、D、E)和高强度船板(AH32、AH36、DH32、DH36、EH32、EH36)系列产品,?and#40;CCS、LR、ABS、DNV、BV、GL、
欢迎来到无锡市标之龙金属制品有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡滨湖区公司街道地址,负责人是王梦娇。
主要经营船板AH36钢板切割下料。
我公司主要供应冶金 钢材 板材/卷材 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-53407716.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于无锡市标之龙金属制品有限公司
商铺首页 |
更多产品 |
联系方式
我公司专业经营钢板切割,高强板,耐磨板,船板,与国内各大钢铁企业保持着长期稳定的业务关系;用户遍布国内10多个省市。主要经营宝钢、南钢、新钢、首钢、济钢、安钢、舞钢、鞍钢、武钢部分材质如下:低合金系列:Q345and#40;A、B、C、D、Eand#41;。高强板系列:Q390、Q420、Q460、Q550、Q690。耐??磨??板:NM360A、NM40..
- 我要给“西安CCSB切割规格”留言
- 更多产品