
- 产品描述
花岗石直角尺技术要求:
1、花岗石直角尺工作面上不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈迹等缺陷。
2、花岗石直角尺非工作面上的凹陷或掉角允许修补。
3、花岗石直角尺应采用细晶粒、结构致密的辉长岩、辉绿岩、花岗岩(黑云母应小于5%、弹性模量应大于0.6x10-4kg/平方厘米、吸水率应小于0.25%)等材料制造,其工作面硬度应大于70hs。
4、花岗石直角尺工作面的表面粗糙度R的允许值为0.32—0.63μm,侧面为10μm。
5、花岗石直角尺工作面的平面度公差在温度20℃下给定:000级=1×(1+d/1000)um、00级=2×(1+d/1000)um、0级=4×(1+d/1000)um、1级=8×(1+d/1000)um、(d为对角线长度,),距工作面边缘30内平面度公差不计,且任意一点不得**工作面。
6、对采用对角线或网格法检验大理石平台工作面平面度时,应检验其平面波动量,工作面的平面波动量为000级=2μm,00级=4μm,0级=8μm,1级=16μm。
7、花岗石直角尺侧面对工作面的垂直度公差和平台俩相邻侧面的垂直度公差均按GB/T1184中规定的12级。
花岗石平尺使用方法
1.查验外型
花岗石平尺工作面上不允许出现裂纹、划痕、擦痕、凹坑等影响使用性能的缺陷,用脱脂棉涂上120号溶剂的汽油擦拭平尺测量面,去除杂物和油污。
2.使用方法
(1)用脱脂棉蘸120号溶剂汽油将被测件测量面擦拭干净,清除杂屑、油污等。
(2)使用平尺工作面,工作面和侧面的计量特性不同,花岗石平尺工作面表面粗糙度Ra为0.4um,侧面表面粗糙度Ra为1.6um。
(3)擦净被测件并轻轻放在平尺工作面上,用光隙法检测。当用光隙法操作时,根据缝隙光呈现的色彩,定性估测判定间隙大小:看不见光,间隙≤0.5 um;看见蓝色光,间隙为6um;看见白光,间隙≥0.01mm。
大理石抛光是大理石加工过程中不可缺少的一个流程,通过物理或者化学作用,让大理石表面形成一层新的结晶体;大理石打蜡是在大理石表面覆盖一层树脂膜,使表面反光度降低,看起来会相对粗糙。除此以外,大理石抛光和打蜡还有什么区别呢?
大理石抛光和打蜡的区别:外观差异,大理石抛光后的具有高亮度、高清晰度、耐磨性、耐磨性和不易划伤性,是大理石应用功能的真正体现和**延伸。大理石打蜡后光度会降低,表面变得模糊,蜡层不耐磨,容易被尖锐物体刮花,蜡层氧化发黄,也会降低了石材的外观形象。
对于植物油和矿物质油等对大理石的油脂污染,包括机油或润滑油,食用油,蜡或保护油等,形成的油斑、油污斑或黑污斑的清除方法是:
1、先清除大理石表面的其他附着物。
2、按油斑面积大小,取出适量除油粉剂,并用相应的溶剂搅成膏状。
3、将除油膏放到油斑表面,盖上塑料薄膜,用滚筒隔着薄膜将膏状物推平,直到盖满油斑。
4、待除油膏完全干燥,大概两个小时,用铲刀铲除除油膏,用布擦拭干净。
5、整体检查,对于清除不净的部位,从步骤2开始重复进行除油操作,直至肉眼看不到油斑印迹为止
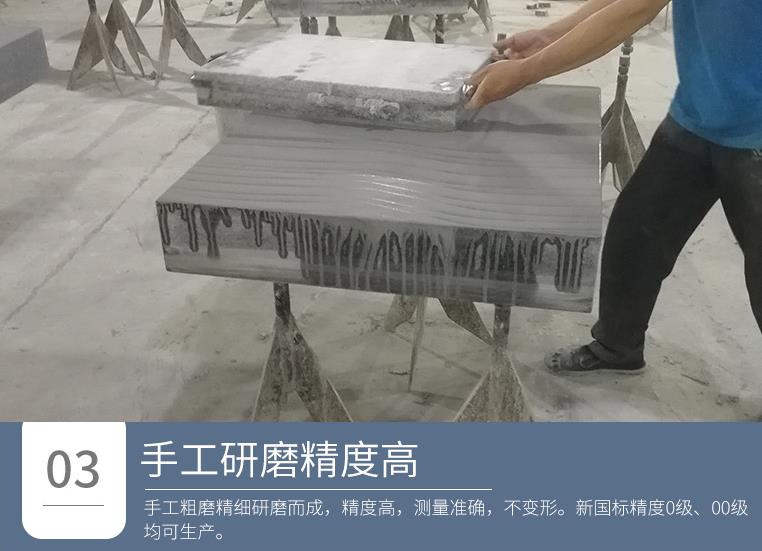
花岗岩平尺是测量机床导轨直线度平行度的一种测量仪器,是人工研磨花岗岩,需要恒温室稳定后的加工检测,精度达到00级,是一种标准的测量平尺,比铸铁平尺和铝合金平尺高一级以上的精度,目前国内**的产品是用大理石平尺完成的。主要用于机床工作台、导轨和精密工作面的平面度、直线度的测量。我司提供大理石平台、大理石测量座、等高块、花岗石V型块、花岗石方箱、平板支架、平尺、方尺、直角尺、平行规等花岗石构件定制。


惠州市精磊机械有限公司是从事花岗石精密量具及机械构件的集研制、开发、生产、销售于一体的规范化企业。主要产品包括:花岗石平板、平尺、角尺、方尺、V型块、平行规、以及精密仪器设备的机械构件如:工作台、导规等。并可完成工作台上的钻孔、开槽、镶嵌金属件等异型加工。在产品生产、检测过程中严格执行GB/T 20428—2006 岩石平板标准和JJG117—2005平板计量检定规程,并可为国内外客户提供按不同标准生产的花岗石量具及花岗石机械构件产品以及主机的组装调试。花岗石构件产品有:影像仪、抄数机、线路板打孔机、雕刻机、三坐标等,并承担来图加工业务。公司设**械加工、恒温精密加工、计量检测等车间,拥有大型精密石材加工和电子检测设备,产品全部采用计算机数据处理, 在产品生产、检测过程中严格执行GB/T20428-2006岩石平板标准和JJG117-2005平板计量检定规程,并可以国外客户提供不同标准生产的花岗石量具及花岗石机械构件产品以及主机的组装调试。 公司在惠州惠阳区建立了占地5000平方米的子公司“惠州市精磊机械有限公司”,为公司的可持续发展提供了有利的保证。 诚心欢迎国内外客户前来参观,共同合作,创造辉煌!
欢迎来到惠州市精磊机械有限公司网站,我公司位于素有“岭南名郡”、“粤东门户”、“半城山色半城湖”之誉的惠州市。 具体地址是广东惠州惠阳区公司街道地址,负责人是包世勇。
主要经营深圳大理石构件。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-53300511.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于惠州市精磊机械有限公司
商铺首页 |
更多产品 |
联系方式
惠州市精磊机械有限公司是从事花岗石精密量具及机械构件的集研制、开发、生产、销售于一体的规范化企业。主要产品包括:花岗石平板、平尺、角尺、方尺、V型块、平行规、以及精密仪器设备的机械构件如:工作台、导规等。并可完成工作台上的钻孔、开槽、镶嵌金属件等异型加工。在产品生产、检测过程中严格执行GB/T 20428—20..
- 我要给“东莞来图定制花岗石直角尺订购 方尺”留言
- 更多产品











相关分类






