- 产品描述
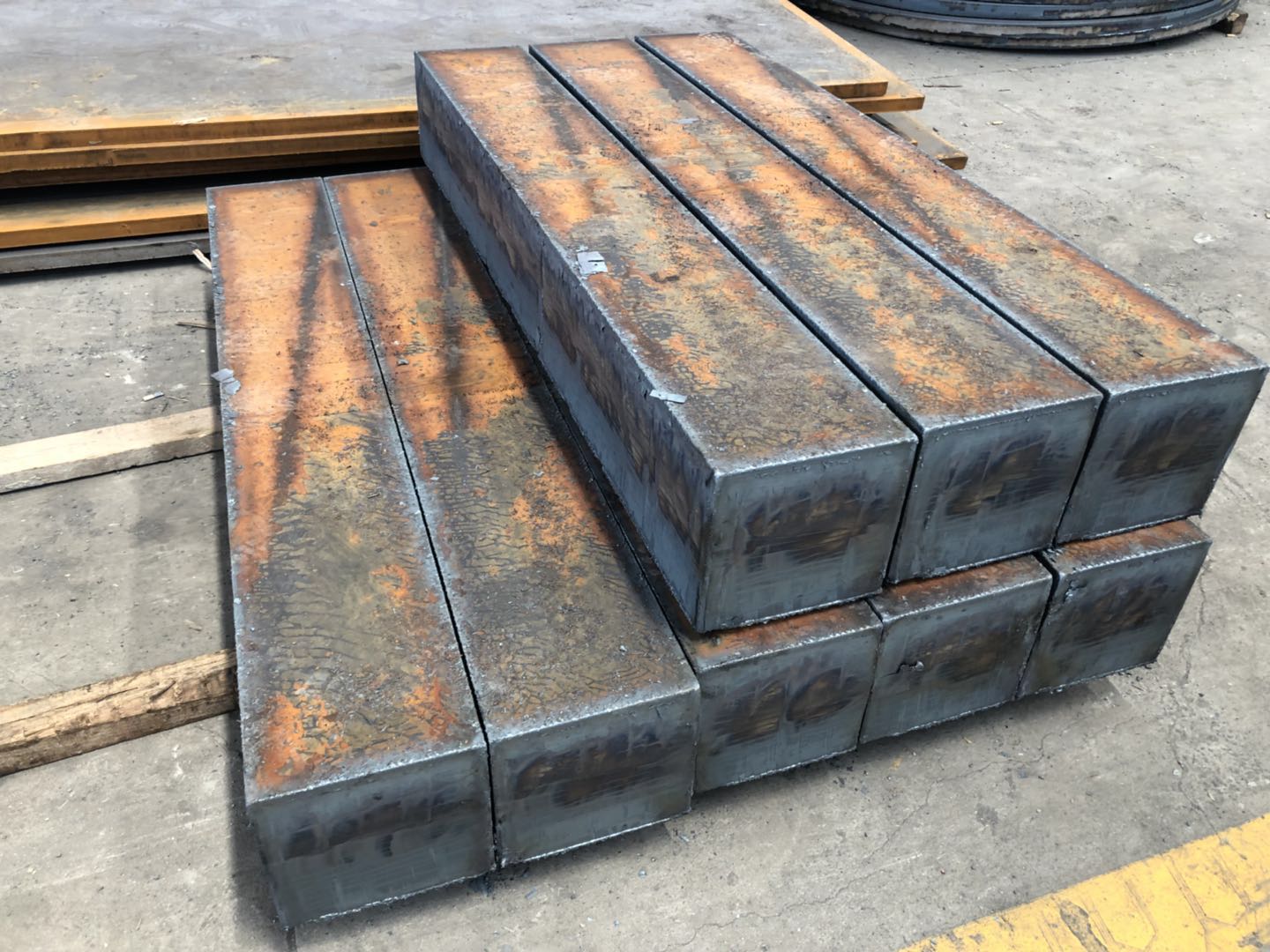
江阴市昭瑞钢板有限公司专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。
中厚板切割方法中数控切割如何来避免工件变形?数控切割是比较常用的方式之一,所以我们在了解中厚板切割的同时,对这种切割方式必须要进行了解才行,这样我们才能够全面了解中厚板切割。我们在进行数控切割时,有时切割件会出现变形,那么就要采取一些措施,来进行控制和预防。控制切割件变形的有效措施,一般来讲主要有以下这些,
1、所使用的氧气的纯度应足够,因为它关系到切口表面是否光滑、平整。如果氧气纯度不够的话,那么就会使切口变得粗糙,从而影响到切割质量。
2、在多个工件切割完成以后,不要急于进行清理,这样可以对变形进行有效控制。
3、如果是薄板细长件,那么可以进行局部冷却,或者是根据切割件的长度、宽度以及板厚,在编程中预加冷缩值进行补偿。
4、割嘴与钢板表面的垂直度误差要几乎没有,也就是说,割嘴与钢板表面要垂直,否则切割件就会出现尺寸误差。
5、容易发生变形的工件,应尽量放在整板的中间,而且工件之间的距离要足够。
6、选择合理的切割顺序,穿孔点的位置选择应正确,以免切割件出现变形。
根据板厚调整切割参数。一名有经验的火焰切割机操作工对预热时间的把握需要关注多个方面因素,例如切割板厚、切割燃气、切割速度、起火点位置等多种因素有关,综合多方面因素调整预热时间长短。在预热中。可根据实际预况,随时增、减预热时间的长短。同样。经修改后的预热时间将被记忆,下一次预热时。将按修改后的预热时间预热,为简化操作难度和操作控制,数控切割机对火焰切割预热时间可人为设置时间长短,具体操作是在数控系统后。选择火焰切割方式后,将预热时间以秒为单位输入数值。在确定其他切割设置之后,割将在位置点火预热。
不管用什么方法来做钢板切割,在切割之后都会留下切割裂纹,这种裂纹是可以控制的,比如经验丰富的工人在切割的时候,切割裂纹可以很少,若是学徒做切割,形成的切割裂纹就较大。若是选用热切割,则切割之前好是做预热处理,预热的时间应该视钢板的等级或者质量而定,预热之后再行做热切割,则切割裂纹可以相对减少。
低速切割是比较常见的钢板切割方法,在切割之前同样要做预售的处理,预热良好可以有效地减少切割裂纹。预热的温度可以在100℃左右,若是切割的速度相对较快,或者钢板的厚度较大,则预热的温度可以适当升高。水下切割是一种冷切割方式,适合一些有特殊要求的钢板,这种切割方法很专业,一般是有专门的企业做此类切割处理。
钢板的调质处理是淬火和高温回火,或中温回火,或正火的联合热处理,其目的是使钢板达到较高的综合性能。调质处理多用于中碳钢板和合金结构钢板等。调质处理时对一些淬火后应力较大的钢板,应及时进行回火,以免产生裂纹。调质处理进行高温回火时对一些钢板应控制冷却速度,以免产生回火脆性
“钢的信誉,铁的承诺”诚信、双赢是我们宗旨!



江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:建材 建材加工合作 建筑工程承包 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-52856726.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“特厚钢板零割厂家报价 钢板加工 在线免费咨询”留言
- 更多产品