
- 产品描述
织物带水分进入烘燥可以分为吸热升温、恒温烘燥与减速烘燥三个阶段,烘筒烘燥机的烘燥效率之高低,首先要确定被烘织物有多少水分要烘干,而烘筒烘燥机的车速则与被烘织物单位门幅的含水量多少和烘燥时间及轧车轧余率等有关,不同的织物,其烘燥效率是不相同的,一般来说,当织物含水量与轧余率恒定时,烘燥速度与烘燥效率成正比,而效率越高,车速越快,因此,车速要适应产量的需要来考虑烘筒数量,反之,则应考虑改变烘筒烘燥机的车速。
由于设计与制造的者异,也会影响轧余率的高低。因此,在轧车选型时必须在保证加工质量的前提下,以节能为重点,选择轧余率低的为好,对轧液染轧车,则以满足生产工艺要求的含液量,对轧车的轧余率要兼顾考虑。
由于被烘织物与金属间的热阻很小,且热量传递方向与水分蒸发方向相同,因此,它具有热**、烘燥速度快、机械结构简单等优点。不过从能源角度出发,在考虑汽水比一定的情况下,烘燥能力的大小还要取决于烘筒的表面温度、有效烘燥面积、被烘织物结构和排除织物上蒸发出水分的情况等因素。
由于热传导的热阻较小,烘筒筒面向织物传热速度较对流传热的热风烘燥机高,故其汽水比值较小。但若控制不当,传热剧烈,对织物加工质量不利,特别是用于预烘时容易产生染料、树脂初缩体、浆料等泳移现象;且被烘织物在筒面上必须保持一定的经向张力,故该机的适应性受到一定限制。纺织品与烘筒的接触方式大多为双面接触,较少数为单面接触。
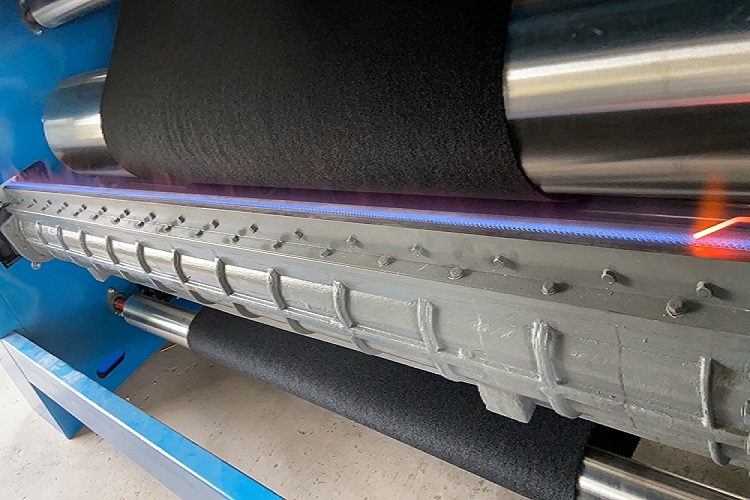

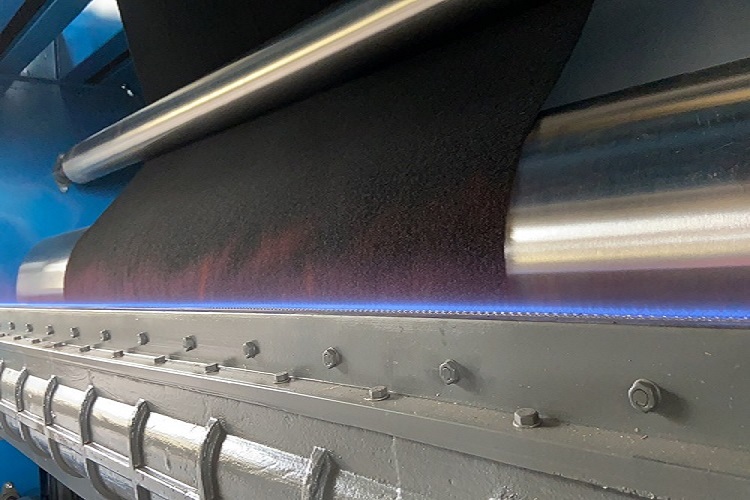
制造、销售印染机械及其他纺织设备,专业生产辊件、烧毛机、以及烘燥机等的印染机械设备企业。主要产品有:能适应棉、麻、化纤、混纺、针织物、无纺布等各种类型的烧毛机、烘燥机以及各种规格不锈钢导布辊、网辊、烘筒、绷布筒、冷却轮、加热轮、油轮、轧辊和烧毛机用各种型号的新型火口等。
欢迎来到泰州新联印染机械有限公司网站,我公司位于有“水陆要津,咽喉据郡”、“儒风之盛,夙冠淮南”之誉的泰州市。 具体地址是江苏泰州海陵区公司街道地址,负责人是帅莉。
主要经营导辊。
我公司供应纺织 纺机 印染机械设备 等,产品质量可靠,价格优惠,可根据客户要求加工生产,欢迎咨询订购!
本页链接:http://www.cg160.cn/vgy-52830108.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于泰州新联印染机械有限公司
商铺首页 |
更多产品 |
联系方式
制造、销售印染机械及其他纺织设备,专业生产辊件、烧毛机、以及烘燥机等的印染机械设备企业。主要产品有:能适应棉、麻、化纤、混纺、针织物、无纺布等各种类型的烧毛机、烘燥机以及各种规格不锈钢导布辊、网辊、烘筒、绷布筒、冷却轮、加热轮、油轮、轧辊和烧毛机用各种型号的新型火口等。
- 我要给“许昌生产双喷射火口 包覆辊 新联-现货供应质量有点”留言
- 更多产品
















