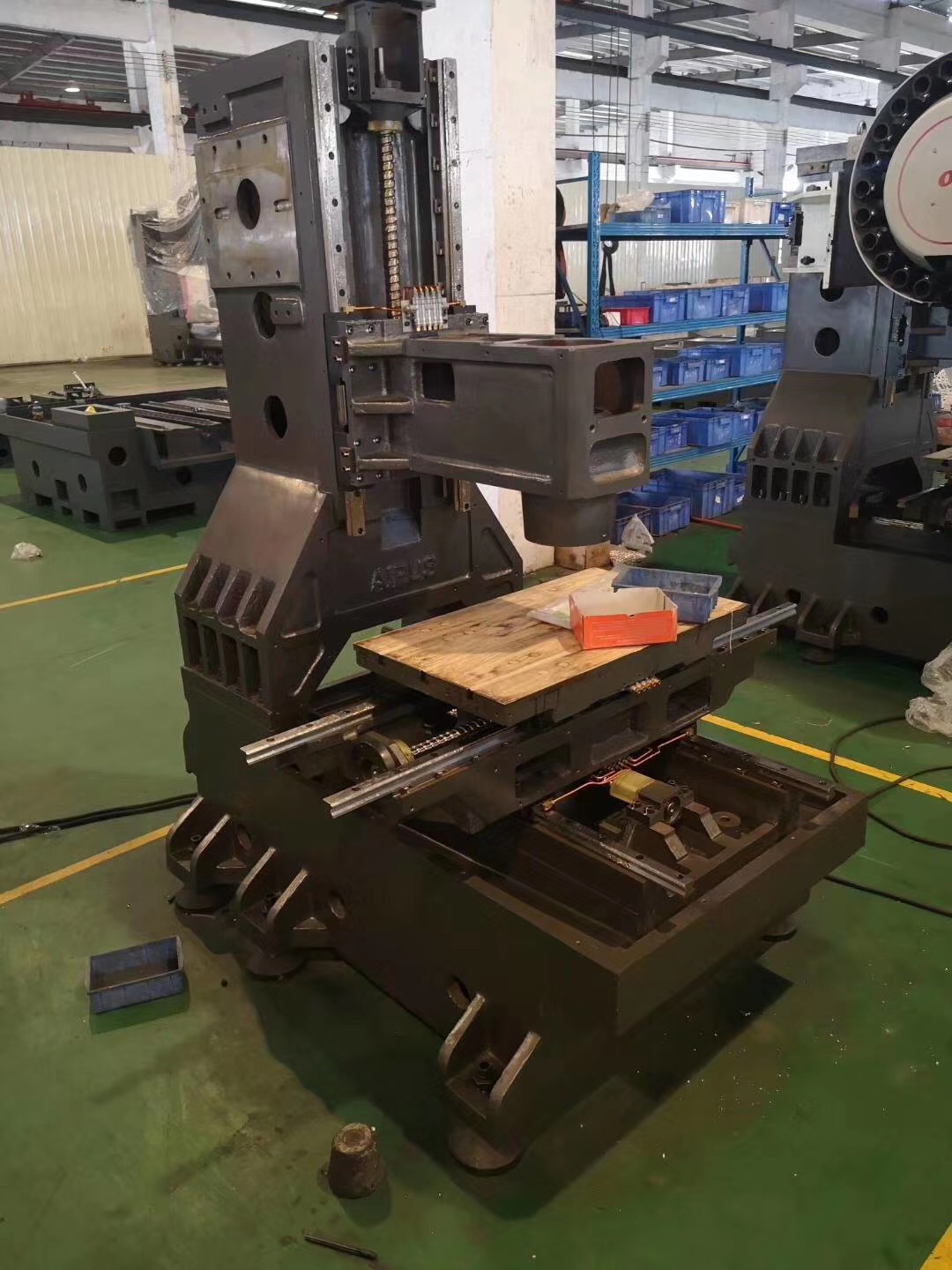
- 产品描述
光杆用于正常加工时的进给,我们常说的进给量,就是光车床杆实现的。
丝杆用于加工螺纹,螺纹的导程是由丝杆实现的。
光杆用于不精确的传动,车床车外圆的时候,刀具移动速度不需要很精确。
丝杆用于精确实时同步传动,加工螺纹时必须用它传动。
互锁机构的作用是:防止同时接通车床车螺纹进给、纵向机动进给以及横向机动进给,以免损坏机床。即当开合螺母合上时,机动进给不能接通;而当机动进给接通时,开合螺母不能闭合。
为确保数控车床进给系统的传动精度,系统的稳定性和动态响应特性,对进给机构提出了无间隙,低摩擦,低惯量,高刚度,高谐振率以及有适宜阻尼比等要求。为达到这些要求,主要采取如下措施:尽量采用低摩擦的传动,如采用静压导轨,滚动导轨和滚珠丝杆等,以减少摩擦力。采用传动比,以提高机床分辨率,使工作台尽可能大地加速,以达到跟踪指令,使系统折算到驱动轴上的传动惯量尽量小。缩短传动链以及用预紧的办法提高传动系统的刚度,如采用电动机直接驱动丝杆,应有预加负载的滚动导轨和滚动丝杆副,丝杆支承设计成两端向固定的,并可用预拉伸的结构等办法来提高传动系统的刚度。
数控车床进给机构是伺服系统中的一个重要环节,除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。尽量消除传动间隙,减少反向死区误差,如采用消除间隙的联轴器,采用有消除间隙措施的传动副等。
数控车床的进给传动系统常用伺服进给系统来工作。伺服进给系统的作用是根据数控系统传来的指令消息,进行放大以后控制执行部件的运动,不仅控制进给运动的速度,而且还要精确控制刀具相对于工件的移动位置和轨迹。一个典型的数控车床闭环控制的进给系统,通常由位置比较,放大部件,驱动单元,机械进给传动机构和检测反馈元件等几部分组成。其中,数控车床的机械进给传动机构是指将伺服电动机的旋转运动变为工作台或刀架直线进给运动的整个机械传动链,主要包括减速装置,丝杆螺母副,导向部件及其支承件等。
当数控车床呈现如下毛病现象时,首先要考虑到是否是由伺服系统中检测器材的毛病引起的,并正确剖析查找毛病部位。
1、呈现伺服系统报警
此刻要注意查看:
(1)轴脉冲编码器反应信号断线,短路和信号丢掉,用示波器测A相、B相一转信号,看其是否正常。
(2)编码器内部毛病,形成信号无确接纳,查看其遭到污染、太脏、变形等.
2、机械运动反常快速(飞车)
检修此类毛病,应在查看方位操控单元和速度操控单元工作情况的一起,还应要点查看:
(1)脉冲编码器接线是否过错,查看编码器接线是否为正反应,A相和B相是否接反。
(2)脉冲编码器联轴节是否损坏,如损坏替换联轴节。
(3)查看测速发电机端子是否接反和励磁信号线是否接错。
3、机械振动(加/减速时)
引发此类毛病的常见原因有:
(1)脉冲编码器呈现毛病,此刻应要点查看速度检测单元上的反应线端子上的电压是否在某几点电压下降,如有下降标明脉冲编码器不良,替换编码器。
(2)脉冲编码器十字联轴节可能损坏,导致轴转速与检测到的速度不同步,替换联轴节。
(3)测速发电机呈现毛病,修复,替换测速机。修理实践中,测速机电刷磨损、卡阻毛病较多。应拆开测速机,当心将电刷拆下,在细砂纸上打磨几下,一起打扫换向器的尘垢,再从头装好。
4、坐标轴进给时振动
检修时应在查看电动机线圈是否短路,机械进给丝杠同电机的衔接是否**,查看整个伺服系统是否安稳的情况下,查看脉冲编码是否**、联轴节联接是否平稳可靠、测速机是否可靠。
5、主轴不能定向移动或定向移动不到位
检修此类毛病,应在查看定向操控电路的设置调整,查看定向板,主轴操控印刷电路板调整的一起,应查看方位检测器(编码器)是否不良,此刻一般要测编码器的输出波形,经过判别输出波形是否正常来判别编码器的好坏。(修理人员应注意在设备正常时测录编码器的正常输出波形,以便毛病时查对。)
6、呈现NC过错报警
NC报警中因程序过错,操作过错引起的报警。如FAUNUC6ME系统的NC报警090.091。呈现NC报警,有可能是主电路毛病和进给速度太低引起。一起,还有可能是:
(1)脉冲编码器不良。
(2)脉冲编码器电源电压太低,(此刻调整电源电压的15V,使主电路板的+5V端子上的电压值在4.95—5.10V内)。
(3)没有输入脉冲编码器的一转信号而不能正常履行参考点回来。


广东得利智能装备有限公司的经营范围是:研发、生产、加工、销售:机械铸件、数控机床及附件知、自动化设备、智能装备、模具及配件、冲压设备、钣金、金属制品、五金配件、铸造材料;货物进出口贸易。(依法须经批准的项目,经相关部门批准后方可开展经营活道动)。本省范围内,当前企业的注册资本属于一般。
欢迎来到广东得利智能装备有限公司网站,我公司位于素有“岭南名郡”、“粤东门户”、“半城山色半城湖”之誉的惠州市。 具体地址是广东惠州博罗县公司街道地址,负责人是黄建雄。
主要经营机床加工中心。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营机床 机床加工中心 立式机床加工中心 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-52594625.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于广东得利智能装备有限公司
商铺首页 |
更多产品 |
联系方式
广东得利智能装备有限公司的经营范围是:研发、生产、加工、销售:机械铸件、数控机床及附件知、自动化设备、智能装备、模具及配件、冲压设备、钣金、金属制品、五金配件、铸造材料;货物进出口贸易。(依法须经批准的项目,经相关部门批准后方可开展经营活道动)。本省范围内,当前企业的注册资本属于一般。
- 我要给“广州CNC数控立式加工中心”留言
- 更多产品