- 产品描述
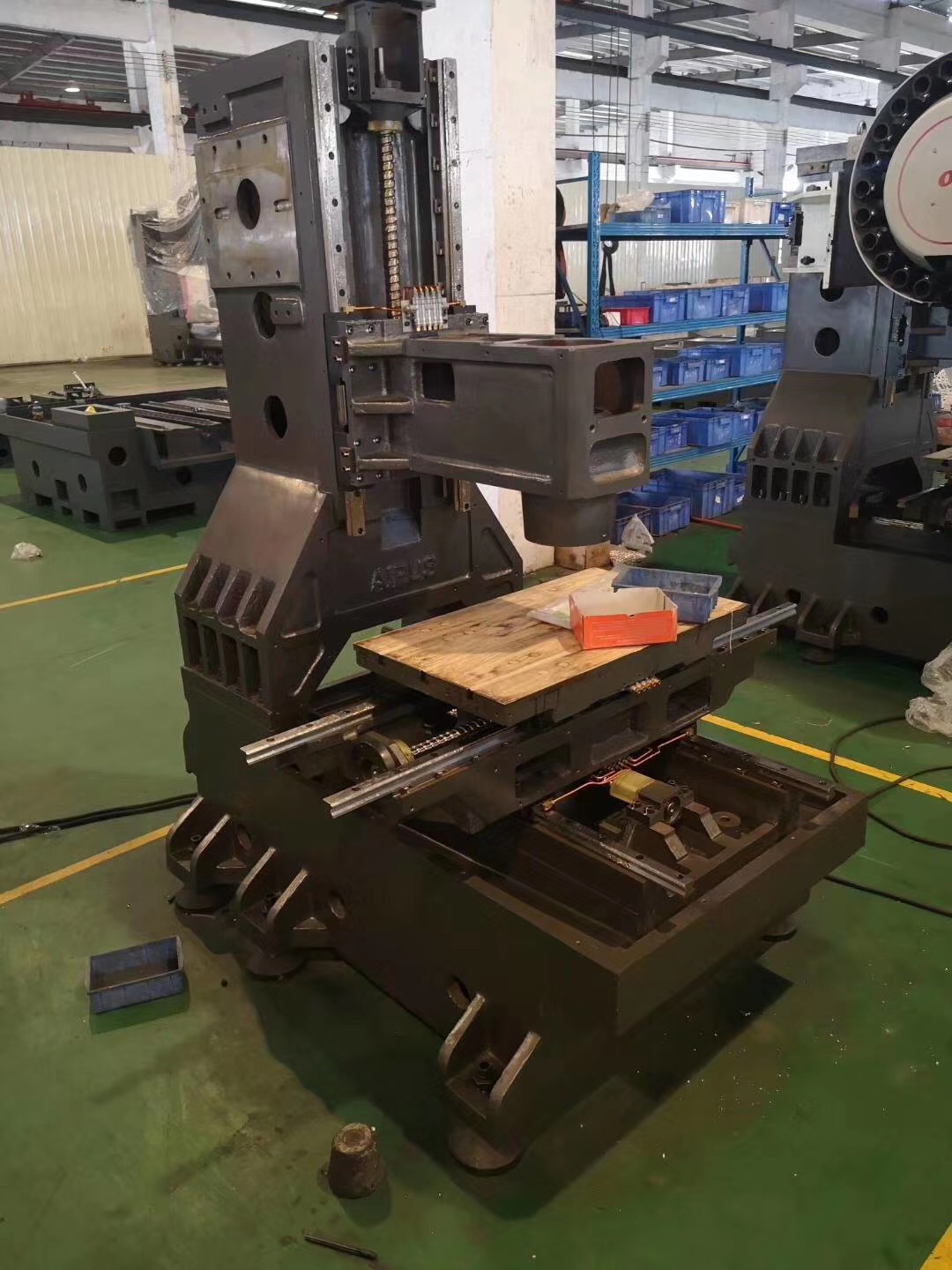
为确保数控车床进给系统的传动精度,系统的稳定性和动态响应特性,对进给机构提出了无间隙,低摩擦,低惯量,高刚度,高谐振率以及有适宜阻尼比等要求。为达到这些要求,主要采取如下措施:尽量采用低摩擦的传动,如采用静压导轨,滚动导轨和滚珠丝杆等,以减少摩擦力。采用传动比,以提高机床分辨率,使工作台尽可能大地加速,以达到跟踪指令,使系统折算到驱动轴上的传动惯量尽量小。缩短传动链以及用预紧的办法提高传动系统的刚度,如采用电动机直接驱动丝杆,应有预加负载的滚动导轨和滚动丝杆副,丝杆支承设计成两端向固定的,并可用预拉伸的结构等办法来提高传动系统的刚度。
数控车床进给机构是伺服系统中的一个重要环节,除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。尽量消除传动间隙,减少反向死区误差,如采用消除间隙的联轴器,采用有消除间隙措施的传动副等。
数控设备定期需要进行维护,数控车床冷却系统要怎样正确维护
1、观察水箱**上的油标,当冷却水减少时,应及时补充。一般情况下,主轴周边出水配置的,至少应使冷却泵吸入口的滤油器完全没入水中。
2、当冷却水发生污染变质时,应全部及时更换,卸下水箱下方的螺塞将废液放出,清洗水箱后再罐入新的、清洁的冷却液。
3、冷却水箱分为水箱和泵箱两个容腔,过滤网需清洗时容易提出,清洗十分方便,另外在冷却泵入口处还装有一个滤油器,上述两种装置在数控车床使用一定时间后应及时检查及清洗。
4、一般情况下,每两个月要清洗一次滤油器、过滤网。在实现准时、高质量和低成本生产方面,触发式测头可比只是找正工件提供更多的支持,就是说,在数控车床直接检验已加工工件的几何精度同样具有重要**。因为,通过这种直接的精度检验,可以很快地检测出编程的错误和刀具的缺陷,以及加工过程的不良后果。而在三坐标测量仪上的测量只是表明已加工的工件是否符合要求,不可能用来分辨数控车床、刀具和工艺过程之间所产生的影响。如果测出了工件的加工偏差,也难以得出造成偏差的实际原因,因此,从这种测量的结果中是不能可靠地得出合适的或必要的修正措施的。数控车床的冷却装置跟润滑装置一样的重要,良好的冷却能够有提高工件的的加工质量及数控机床零部件的寿命。
光杆用于正常加工时的进给,我们常说的进给量,就是光车床杆实现的。
丝杆用于加工螺纹,螺纹的导程是由丝杆实现的。
光杆用于不精确的传动,车床车外圆的时候,刀具移动速度不需要很精确。
丝杆用于精确实时同步传动,加工螺纹时必须用它传动。
互锁机构的作用是:防止同时接通车床车螺纹进给、纵向机动进给以及横向机动进给,以免损坏机床。即当开合螺母合上时,机动进给不能接通;而当机动进给接通时,开合螺母不能闭合。
怎样安全操作数控车床?大家了解有多少呢,跟我详细往下看看吧!
1、数控冲床工有必要通过学习,掌握设备的结构、功能,了解操作规程并**操作答应方可独立操作。
2、正确运用设备上安全维护和操控设备,不得恣意拆动。
3、查看机床各传动、衔接、光滑等部位及防护保险设备是否正常,装模具螺钉有必要结实,不得移动。
4、机床在作业前应作空作业2-3分钟,查看脚闸等操控设备的灵活性,承认正常后方可运用,不得带病作业。
5、模具时要紧结实,上、下模对正,确保方位正确,用手搬转机床试冲(空车),确保在模具处于**情况下作业。
6、开车前要留意光滑,取下床面上的全部浮放物品。
7、数控冲床取动时或作业冲制中,操作者站立要恰当,手和头部应与冲床坚持必定的间隔,并时间留意冲头动作,禁止与别人闲谈
8、冲制或猥制矮小工件时,使用专门东西,不得用手直接送料或取件。
9、冲制或猥制长体零件时,应设制安全托料架或采纳其它安全措施,避免掘伤。
10、单冲时,四肢禁绝放在手、脚闸上,有必要冲一次搬(踏)一下,严防事端
11、两人以上一起操作时,担任搬(踏)闸者,有必要留意送料人的动作,禁止一面取件,一面搬(踏)闸。



广东得利智能装备有限公司的经营范围是:研发、生产、加工、销售:机械铸件、数控机床及附件知、自动化设备、智能装备、模具及配件、冲压设备、钣金、金属制品、五金配件、铸造材料;货物进出口贸易。(依法须经批准的项目,经相关部门批准后方可开展经营活道动)。本省范围内,当前企业的注册资本属于一般。
欢迎来到广东得利智能装备有限公司网站,我公司位于素有“岭南名郡”、“粤东门户”、“半城山色半城湖”之誉的惠州市。 具体地址是广东惠州博罗县公司街道地址,负责人是黄建雄。
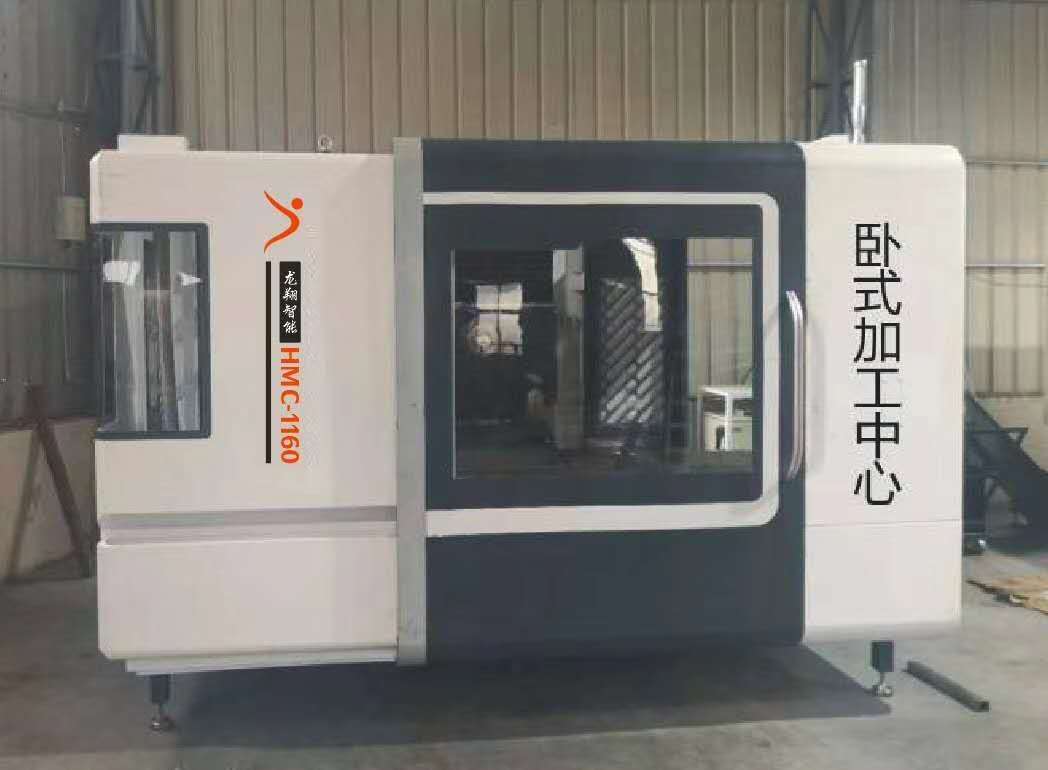
主要经营机床加工中心。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营机床 机床加工中心 立式机床加工中心 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-52594623.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于广东得利智能装备有限公司
商铺首页 |
更多产品 |
联系方式
广东得利智能装备有限公司的经营范围是:研发、生产、加工、销售:机械铸件、数控机床及附件知、自动化设备、智能装备、模具及配件、冲压设备、钣金、金属制品、五金配件、铸造材料;货物进出口贸易。(依法须经批准的项目,经相关部门批准后方可开展经营活道动)。本省范围内,当前企业的注册资本属于一般。
- 我要给“广州卧式立式加工中心厂家”留言
- 更多产品