- 产品描述
根据自动钢板切割和半自动切割的不同方法,调整每个割的距离,确定后拖,并考虑切口补偿;在切割过程中,割炬切割角度的大小和方向主要取决于钢板的厚度。组。A当进行自动切割时,将钢板放在气割平台上,两端钢板端部与导轨之间的距离应调整在mm范围内。在半自动切割的情况下,导轨应放置在切割钢板的平面上,然后将切割灯放置在导轨上。割炬的一侧面向操作者,根据钢板的厚度选择切割喷嘴,以调整直线度和切割速度。
根据自动切割和半自动切割的不同方法,调整每个割的距离,确定拖动量,并考虑切口补偿;在切割过程中,割炬切割角度的大小和方向主要是钢板根据厚度,当进行厚板气割时,切割喷嘴垂直于工件表面。切割整个部分后,切割喷嘴移动并转变为正常的气割。当气割即将到达终点时,慢速应略微减慢,以使切割的下部完全堵塞。C根据板的厚度,调整切削参数。切割参数包括切割喷嘴型氧气压力切割速度和预热火焰的能量。工艺参数的选择主要基于气割机的类型和可切割钢板的厚度。
对于切割钢板,测试相同类型的钢板,确定切割参数,并检查切割喷嘴的通风。
别厚钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,但在切割厚钢板厚板时,需要注意!!!?随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,预热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。?注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。如果无法进行整版预热,则可以使用局部预热法代替。
影响切割质量及切割过程的主要因素有以下几个方面:
(1)氧气纯度的影响 在气割过程中氧气纯度对切割速度、氧气耗量及切割质量的影响反比较大的。氧气纯度降低,切割速度变慢,金属在氧气中燃烧效果变差,必将影响切割质量。
(2)金屑中杂质和缺陷的影响 金属中含有杂质对火焰切割有很大影响,有的杂质甚至使金属不能实施火焰切割。
(3)燃气纯度对切割质量的影响 燃气的纯度对切割质量和切割过程的影响不大,但燃气中的杂质会产生一定影响。
(4)切割速度对切割质量的影响 火焰切割速度要合适,不能过快也不能过慢。切割速度过快将产生后拖和切不透,甚至翻浆烧坏割,
根据钢板生产厂家的要求。客户*钢板的生产厂家时。原因在于客户已经对所*的钢厂生产的钢板质量比较放心。多次使用过已经建立起很高的信任度和认可度。鉴于对客户采购钢板资金成本上的考虑,在保证钢板质量达到客户要求的前提下,可以推荐有价格优势同等级别的一类钢厂或二类钢厂
产品质量深受客户信赖。公司热忱欢迎国内新老客户前来洽谈。共创辉煌!

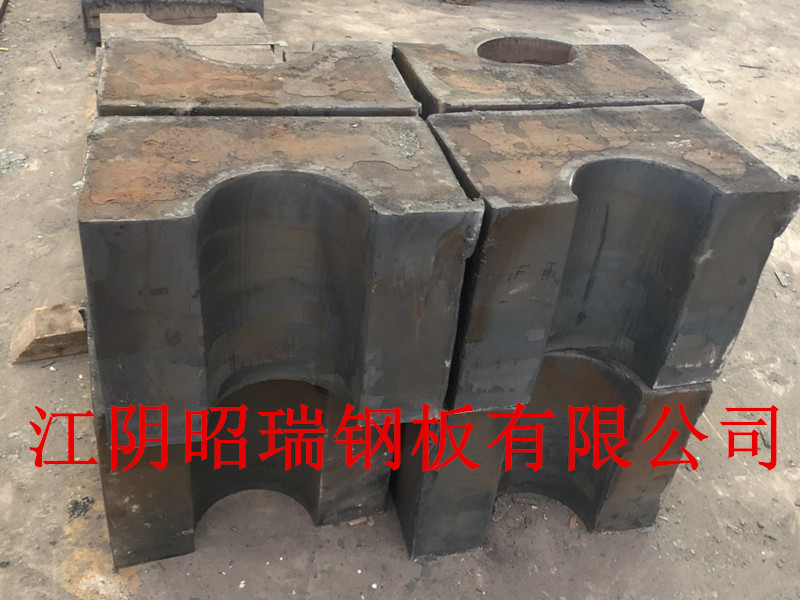

江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:建材 建材加工合作 库存建材 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-52584410.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“上海钢板零割保材质 钢板切割 交货期快”留言
- 更多产品

福州小巧铁盒批发_天盟制罐_新年用_卡通_婚礼用_雪人_蛋形

储物_福建圣诞铁盒生产厂家_天盟制罐

可靠_泉州可靠铁罐定制_天盟制罐

山东礼品铁盒厂家定制_天盟制罐_小巧_圣诞节用_精品_金属_可爱

厦门金属铁罐厂_天盟制罐_精致_卡通_雪人_金属_可靠_储物

福建专业铁罐厂_天盟制罐_专业_童年_欧式_专用_圣诞_储物

通用_圆形金属盒厂家_天盟制罐

镀锌碳钢价位_特华金属_S60C_SK2_中_S70C_S55C

SUS305不锈钢材料_特华金属_0.04MM_拉伸_冷轧

SUS440C不锈钢带生产_特华金属_原装_SUS305不锈

特华金属_304L不锈钢_拉丝不锈钢精密合金生产厂