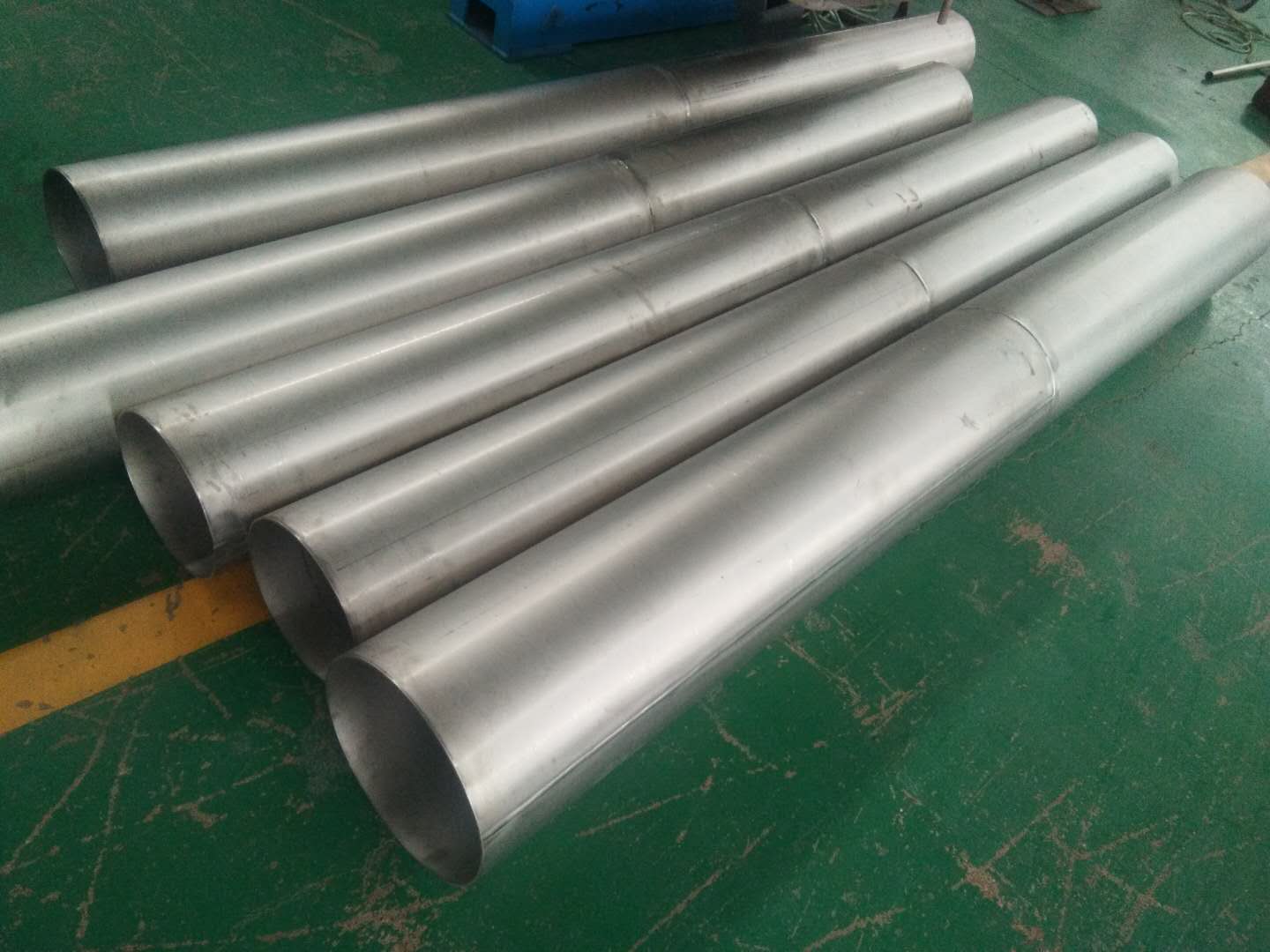
- 产品描述
钛焊接管是由冷轧薄板卷材即钛卷,按成品管外径的圆周长度再减去焊缝所需宽度作为条材的宽度,这样的条材连续的辊压成型后,以TIG焊接即为成品。生产管径尺寸范围外径为10~50mm,壁厚为0.3~2mm。焊接后,无须锤击焊渣以及磨削,表面十分光滑,还可以进行扩管、弯管等二次加工,和无缝管几乎没有差别。
钛材管道焊接的缺陷分析
1.1 气体等杂质污染倾向分析
常温下工业纯钛比较稳定,与氧生成致密的氧化膜具有高的耐腐性能。但在高温下其化学活性急剧增大,具有较强的吸收空气中氧、氢、氮等杂质的能力,降低焊接接头的塑性和韧性。在熔化状态下尤其严重。因此,焊接时对温度**过250度的焊缝和热影响金属(包括熔池背面)都要加以妥善保护。
1.2 粗晶倾向分析
由于工业纯钛的熔点高、导热性差,导热系数低,热容量小,电阻系数大,在焊接过程中,液态熔池金属具有尺寸大、高温停留时间长和冷却速度慢等特点。这种情况容易使焊接接头产生过热组织,晶粒变得粗大,脆化倾向明显。
1.3 焊接裂纹倾向分析
由于纯钛中硫、磷、碳等杂质很少,低熔点共晶难在晶界出现,而且结晶温度区窄和焊缝凝固时收缩量小等,所以很少会产生热裂纹。焊接纯钛时较易受到氧、氢、氮等杂质污染,当这些杂质含量较高时,焊缝和热影响性能变脆,在焊接应力作用下易产生冷裂纹。其中氢是产生冷裂纹的主要原因。氢从高温熔池向较低温度的热影响区扩散,当该区氢富集到一定程度将从固溶体中析出TiH。使之脆化;随着TiH。析出将产生较大的体积变化而引起较大的内应力。这些因素,促使冷裂纹的生成,而且具有延迟性质。
钛合金管道弯头过细事故如下:
一、钛合金管道弯头,应作准期查察,常常对体现的加工表面须坚持清洁,拔除污垢,齐截地存放在室内透风单调的当地,抑制堆置或露天存放。
二、钛合金管道弯头的球阀,阻止阀,闸阀运用时,只作全开或全闭,不容许做调节流量用,抑制密封面受冲蚀,加速磨损。
三、闸阀和上螺纹阻止阀内有倒密封装备,手轮旋至上位头表面永劫间不会生锈,不会被堕落。常常坚持钛合金管道弯头的单调和透风,坚持器的清洁和齐截,按照准确的存放脚步存放。
为了避免出现常见的焊接缺陷,同时保证焊缝的力学性能和耐腐蚀性,在焊接钛及其合金时,必须制订合理的焊接工艺,以确保焊接质量。目前常用的焊接钛及钛合金的工艺有钨极氩弧焊、熔化较氩弧焊、等离子弧焊、电子束焊、激光束焊、钎焊等。钨极氩弧焊是焊接钛合金常用的焊接方法,主要用于厚度在10mm以下的钛及钛合金的焊接。手工钨极氩弧焊适应性较广,焊接质量可靠,但对于厚板焊接效率较低、劳动强度较大。熔化较氩弧焊比钨极氩弧焊的**,主要用于焊接厚板,但焊接过程中对工艺参数和焊接环境要求较高,否则容易产生气孔。等离子弧焊接的厚度范围比较宽,从薄板到厚板都可以采用,但焊接时应注意喷嘴的损伤。真空电子束焊也越来越多的用于钛的焊接,由于在真空环境下,因此它能获得高质量的焊接接头,但同时由于需要在真空室中焊接,对工件的尺寸有所限制。与电子束、等离子束焊接相比,激光焊接具有熔池净化效应,能纯净焊缝金属,焊缝的机械性能等于或**母材。对于某些微型、精密的零件也可以使用钎焊的方法来获得。


公司成立于2004年,位于“中国钛谷”----宝鸡,公司是以生产有色金属、难熔金属、材料加工及设备制造综合性企业。我公司现有生产区10000多平方米。设备齐全、技术**、检测手段完善,有严格的质量保证体系。自公司创建以来我们秉承平等互利,共赢共享的原则,坚持以质量为根本,以创新求发展的经营理念。我公司产品广泛用于全国乃至于海内外的化工、冶金、化肥、制盐、制药、交通、医疗、造船、海洋工程等等各个方面。
欢迎来到宝鸡市欣太设备制造有限责任公司网站,我公司位于被誉称“炎帝故里、青铜器之乡、佛骨圣地、社火之乡、周秦文明发祥地、民间工艺美术之乡”的宝鸡市。 具体地址是陕西宝鸡渭滨区公司街道地址,负责人是范方方。
主要经营钛板/钛棒/钛管/钛盘管/钛反应釜/钛换热器。
公司主营热泵 热泵配件 钛管换热器 ,品种齐全、质量过硬、价格合理,受到众多用户的好评,是值得信赖的合作伙伴!
本页链接:http://www.cg160.cn/vgy-52016102.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
公司成立于2004年,位于“中国钛谷”----宝鸡,公司是以生产有色金属、难熔金属、材料加工及设备制造综合性企业。我公司现有生产区10000多平方米。设备齐全、技术**、检测手段完善,有严格的质量保证体系。自公司创建以来我们秉承平等互利,共赢共享的原则,坚持以质量为根本,以创新求发展的经营理念。我公司产品广泛用于..
- 我要给“陕西宝鸡钛管道加工 钛焊管”留言
- 更多产品