- 产品描述
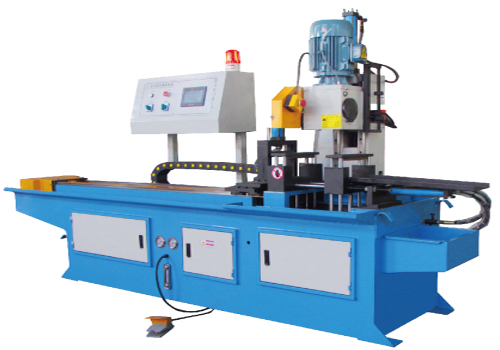
双头液压弯管机控制系统分普通PLC型和触摸数值控制型,灵活选择。
此机型为回转型,可以根据生产的需要调整机头的角度。
手动、自动、半循环、全循环等多种功能任意选择。
PLC控制,进口电器元件,用户程序*另备电池保持,丢失。
移动式脚踏开关,具有自动启动、紧急停止、紧停连续三种功能,安全性高。
两组机头可分别或同时运转。
不同弯曲半径亦可同时加工,适用范围广。
弯管夹持能力强,加工精确。
可多件同时加工,循环式操作,效率高。
外观精巧,设计简洁,提供了弯管空间。
空间转角型机头可作内外转90度加工,使加工较灵活,弯管范围较广泛。
单头弯管机机弯管加工过程中,需要使用专门的单头弯管机机进行操作,当设备经过频繁的使用之后会有不同程度的受损情况,因此要及时保养单头弯管机机,以延长其的使用寿命。
为了避免不必要的损伤,单头弯管机机做原材料弯曲工作时,一定要把被弯曲原材料的中心位置对准单头弯管机机自身所带刻度的0度,如果没有对准便开始弯曲作业,弯曲的精度就会收到严重的影响。
全自动弯管机公司提示采用滚压调直,一般都是在对工件进行滚压的过程中完成,这样不仅不会损伤工件的表面,而且还能使工件外表面受到比较均匀的滚压,这样就不会产生死弯,方便于操作。
全自动弯管机模具安装方法说明:
轮模BENDING DIE;
安装:以逆时针方向将轮模固定螺母FIG-71;取下放入轮模,再将轮模固定螺母锁紧。
夹模CLAMP DIE;
安装:拉出夹模固定定心轴FIG-72;将夹模放入,再将固定心轴插入即可。
加热温度和变形速度选择是否合理,对金属塑性加工质量影响很大。在中频加热弯。管工艺中,若加热温度过高,推制速度过快,弯管四边将出现起皱现象,若加热温度偏低,推制速度过快,弯管凸边将出现开裂现象。在感应加热弯曲工艺中产生的微裂纹主要受变形程度和变形温度的影响所致。因此,当**过极限状况,变形加变形温度增高时,微裂纹就会增加。钢管弯曲后,通过热处理使组织再结晶,从而使微裂纹转变为晶拽。这意味蓿,如果弯曲温度保持在**微裂纹的形成温度之下,以预定的弯曲半径进行弯曲是可以防止微裂纹的产生的。



家港达利源机械有限公司,是专业从事管类机械生产制造的企业单位。坐落于张家港市乐余镇,濒临上海、苏州、无锡、常州等地区,交通十分方便。公司致力于弯管及非标自动化设备的设计和制造,公司始终秉承持续不断创新研发的理念。已成功开发出各种系列之管件成型设备,产品包括:CNC系列数控弯管机,CNC系列数控切管机,NC系列弯管机,管端成型机,切割弯管生产线,数控金属波纹管生产线,切割冲弧生产线等。本公司承接机械设备及零部件制造,加工,销售。公司承接冶金机械,冷床产品,大型液缸底座等加工产品。公司经营理念“品质,服务,创新”。达利源的研发人员始终不断追求技术的新境界。为客户提供高性能高品质的机械是我们不变的追求。高品质服务是我们对客户的承诺。因此多年来公司产品得到了广大客户的肯定和**。
欢迎来到张家港达利源机械有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州张家港市公司街道地址,负责人是陈经理。
主要经营弯管机。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营机床 锻压机床 数控弯管机 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-52001046.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于张家港达利源机械有限公司
商铺首页 |
更多产品 |
联系方式
家港达利源机械有限公司,是专业从事管类机械生产制造的企业单位。坐落于张家港市乐余镇,濒临上海、苏州、无锡、常州等地区,交通十分方便。公司致力于弯管及非标自动化设备的设计和制造,公司始终秉承持续不断创新研发的理念。已成功开发出各种系列之管件成型设备,产品包括:CNC系列数控弯管机,CNC系列数控切管机,NC..
- 我要给“舟山全自动弯管机”留言
- 更多产品