- 产品描述
本实用新型公开了具有护罩的弹簧组件,涉及五金配件。它包括弹簧本体,弹簧本体的两端是端部,端部固定连接有端板,所述的端板是圆形的,还有橡胶套套在弹簧本体外周,所述的橡胶套的两端固定在盖板周围,所述的橡胶套外周还有排气孔,这样的弹簧具有不易藏进灰尘、灰尘容易清理的优点;所述的橡胶套外周还有排气孔,还具有保护橡胶套,避免橡胶套被空气撑破的优点。
在满足产品的功能、外观等要求下,钣金的设计应当保证冲压工序简单、冲压模具制作容易、钣金冲压质量高、尺寸稳定等。详细的钣金设计指南可参考机械工业出版社出版的《零件结构设计工艺性》和《面向制造和装配的产品设计指南》。
过程
图纸到手后,根据展开图及批量的不同选择不同落料方式,其中有激光,数控冲床,剪板,模具等方式,然后根据图纸做出相应的展开。数控冲床受刀具方面的影响,对于一些异形工件和不规则孔的加工,在边缘会出现较大的毛刺,要进行后期去毛刺的处理,同时对工件的精度有一定的影响;激光加工无刀具限制,断面平整,适合异形工件的加工,但对于小工件加工耗时较长。在数控和激光旁放置工作台,利于板料放置在机器上进行加工,减少抬板的工作量。
一些可以利用的边料放置在指定的地方,为折弯时试模提供材料。在工件落料后,边角、毛刺、接点要进行必要的修整(打磨处理),在刀具接点处,用平锉刀进行修整,对于毛刺较大的工件用打磨机进行修整,小内孔接点处用相对应的小锉刀修整,以保证外观的美观,同时外形的修整也为折弯时定位作出了保证,使折弯时工件靠在折弯机上位置一致,**同批产品尺寸的一致。
在落料完成后,进入下道工序,不同的工件根据加工的要求进入相应的工序。有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时在折弯一两道后要将螺母或螺柱压好,其中有模具打凸包和段差的地方要考虑先加工,以免其它工序先加工后会发生干涉,不能完成需要的加工。在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯之前加工好。
折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。
压铆时,要考虑螺柱的高度选择相同不同的模具,然后对压力机的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。
焊接有氩弧焊,点焊,二氧化碳保护焊,手工电弧焊等,点焊首先要考虑工件焊接的位置,在批量生产时考虑做定位工装保证点焊位置准确。
为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置, 同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,保证工件可以点焊牢固。点焊后在工件表面会出现焊疤,要用平磨机进行处理,氩弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。氩弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面较多。
工件在折弯,压铆等工序完成后要进行表面处理,不同板材表面的处理方式不同,冷板加工后一般进行表面电镀,电镀完后不进行喷涂处理,采用的是进行磷化处理,磷化处理后要进行喷涂处理。电镀板类表面清洗,脱脂,然后进行喷涂。不锈钢板(有镜面板,雾面板,拉丝板)是在折弯前进行可以进行拉丝处理,不用喷涂,如需喷涂要进行打毛处理;铝板一般采用氧化处理,根据喷涂不同的颜色选择不同的氧化底色,
常用的有黑色和本色氧化;铝板需喷涂的进行铬酸盐氧化处理后喷涂。表面前处理这样做可以使清洁表面,显着提高涂膜附着力,能成倍提高涂膜的耐蚀力。清洗的流程先清洗工件,先将工件挂在流水线上,首先经过清洗溶液中(合金去油粉),然后进入清水中,其次经过喷淋区,再经过烘干区,后将工件从流水线上取下。
在表面前处理后,进入喷涂工序,在工件要求装配后喷涂时,牙或部分导电孔需保护处理,牙孔可插入软胶棒或拧入螺钉,需导电保护的要用高温胶带贴上,大批量的做定位工装来定位保护,这样喷涂时不会喷到工件内部,在工件外表面能看到的螺母(翻边)孔处用螺钉保护,以免喷涂后工件螺母(翻边)孔处需要回牙。
一些批量大的工件还用到工装保护;工件不装配喷涂时,不需要喷涂的区域用耐高温胶带和纸片挡住,一些露在外面的螺母(螺柱)孔用螺钉或耐高温橡胶保护。如工件双面喷涂,用同样方法保护螺母(螺柱)孔;小工件用铅丝或曲别针等物品窜在一起后喷涂;一些工件表面要求高,在喷涂前要进行刮灰处理;一些工件在接地符处用耐高温贴纸保护。在进行喷涂时,首先工件挂在流水线上,用气管吹去表面的粘上的灰尘。进入喷涂区喷涂,喷完后顺着流水线进入到烘干区,后从流水线上取下喷涂好的工件。其中
本实用新型涉及一种防护罩机构,防护罩的前封门的下部设有一个U型槽;前封门的后部两侧分别装有滑轨固定块,每组滑轨固定块别装有滑轨,每组滑轨上装有滑块,每组滑块上装有一组滑块固定块;升降气缸通过升降气缸固定板固定在防护门上,且升降气缸的上端通过升降气缸接头连接在防护罩的上侧板上;防护门上装有防护门固定板,且防护门固定板两端分别通过连接块与相应的滑块固定块连接在一起升降滑动机构的升降气缸驱动防护门上下升降运动,能够使防护门阻挡住U型槽。前封门后侧安装有升降滑动机构,升降滑动机构的升降气缸驱动防护门上下升降运动,能够使防护门阻挡住U型槽,防止电池压合过程中被压爆而对操作员产生伤害。
一种防护罩机构本实用新型涉及防护罩设备领域,更具体的说是涉及一种组装电池时将操作员和电池压合机构隔离开的防护罩机构。给电子产品(比如:笔记本电脑、平板电脑)组装电池时,在压合电池时,当下压压力过大时,可能会压爆电池,会使操作员受伤。现有技术中并不具有保护措施,此时,需要一种防护罩机构,能够将操作员和电池压合机构隔离开,保护操作员的安全。
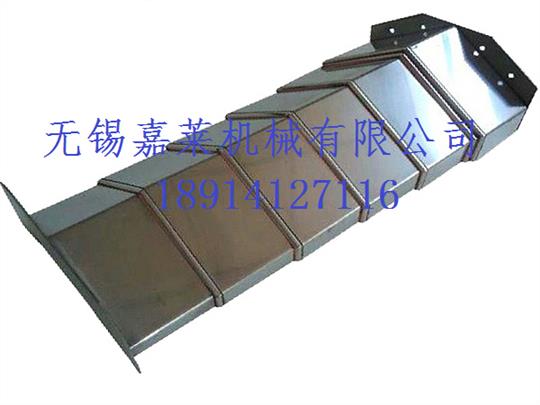
切肩、冷却液会在加工区域内飞散、飞溅而附着于拉门的内表面,因此,拉门设于壳体的内侧。机罩使切肩、冷却液落在壳体内,从而防止切肩、冷却液漏向外部。
在将拉门设于壳体的内侧时,在拉门打开时,把手会碰触开口的周缘。因此,机罩存在不能充分确保开口的开口宽度,从而给工件的搬入搬出作业造成不便的问题。本实用新型的目的在于,使在打开机床的机罩的开口时开口的开口宽度尽可能大。技术方案I的机罩包括:壳体,其在壁部设有开口 ;拉门,其设于上述壳体的上述壁部的内侧,该拉门用于开闭上述开口 ;以及把手,其设于上述拉门的外表面的缘部,该机罩的特征在于,该机罩具有连结部,该连结部自上述外表面的上述缘部向上述壳体外侧突出,且在该突出出来的端部侧固定有上述把手;上述连结部在上述拉门的移动方向上的尺寸小于上述把手在该方向上的尺寸。把手通过连结部连结于拉门的外表面的缘部,且位于壳体的壁部的外侧。连结部在拉门的移动方向上的尺寸小于把手在该方向上的尺寸。因此,在打开机罩的开口时,不是把手与壁部接触,而是连结部与壁部接触,因此,与将把手直接设于拉门的情况相比,能够使在打开开口时开口的开口宽度尽可能大。技术方案2的特征在于,上述拉门有两扇,且当它们向彼此离开的方向移动时,上述拉门打开;上述连结部包括:凸部,其向打开上述开口的方向突出,且固定于上述拉门;连接部,其一端与上述凸部相连接,且与打开上述开口的方向垂直地向上述壳体外侧突出;以及第二凸部,其与上述连接部的另一端相连接,且向上述凸部所突出的那一侧突出;上述把手连结于上述第二凸部;上述连接部在上述拉门的移动方向上的尺寸小于上述把手在该方向上的尺寸。各拉门所具有的连结部的凸部、第二凸部向打开开口的方向突出。两个把手分别连结于各连结部的第二凸部,因此,彼此在打开拉门的方向上隔开间隔。因此,操作者自关闭开口的状态打开开口时,握住各把手的两手不会发生干扰。技术方案3的特征在于,上述第二凸部向上述拉门的上述外表面侧倾斜;上述把手向与上述第二凸部垂直的方向突出。
第二凸部向拉门的外表面侧倾斜,把手向与第二凸部垂直的方向突出,因此把手向拉门的外表面侧倾斜。因此,两个把手彼此进一步在打开拉门的方向上隔开间隔。因此,操作者自关闭开口的状态打开开口时,在握住拉门各自的把手时,两手更加不会发生干扰。技术方案4的机床其特征在于,该机床上述的机罩将利用刀具进行加工的加工区域包围起来。因此,对于该机床,能容易地通过开口进行工件的搬入搬出,此外,机床无需为了充分确保开口宽度而使机床的宽度大到所需程度以上。
机床包括机座I和机罩2。机座I配置于地面之上)。机罩2安装于机座I的上部。以下说明中所使用的前后、左右和上下各方向示于各图中。机罩2具有壳体20。壳体20将机座I之上的加工区域包围起来。开口 22设于壳体20的前壁21的。左右一对的双开式拉门3、3打开/关闭开口 22。各拉门3呈矩形板状。导轨(省略图示)沿着开口 22的上缘设置,在前壁21的内侧支承各拉门3。各拉门3能够在导轨的引导下各自沿左右方向移动。如图1所示,开口 22通过使各拉门3向移动且对合各拉门3的相对侧的缘部而被关闭。
部30设于各拉门3。在关闭开口 22时,操作者能够自窗部30用眼睛确认壳体20的内部的情况。如图2所示,开口 22通过使各拉门3各自向左右移动而被打开。在打开开口 22时,各拉门3重叠于前壁21的内侧。所示,机座I的由机罩2包围的上部支承加工台7。加工台7能够在保持水平的机座I的上表面沿前后方向、左右方向移动。能够自打开的开口 22用眼睛确认加工台7的情况。操作者自开口 22搬入工件,并将工件固定于加工台上。立柱8设于机座I上表面的、位于加工台7后方的位置。立柱8在前部支承有加工头。加工头位于加工台7的上方且能够沿着立柱8在上下方向上移动。对工件的加工在包括加工台7、加工头在内的
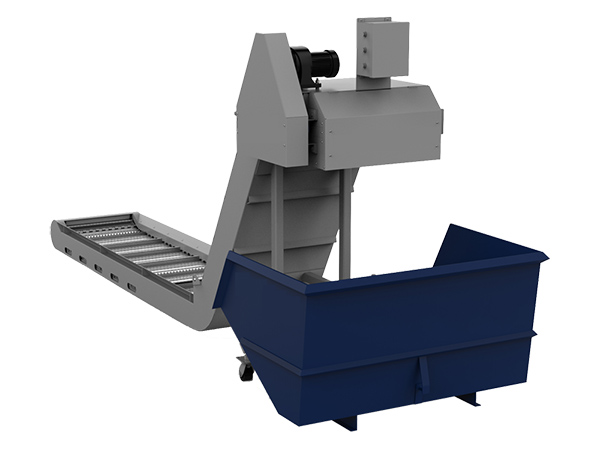
无锡嘉莱机械有限公司我公司是工业自动化产品的开发、设计、生产和销售为一体的大型机床附件厂。目前产品已广泛应用于机床行业、汽车行业、精密测量仪器行业、医疗企业、机械设备、石油机械等众多领域。公司现有德国激光切割机、日本数控剪板机、折弯机以及数控加工中心、数控车床、龙门刨床、龙门铣床、冲床等国内外**设备数十台套。(维修定做各种数控机床伸缩钣金防护罩,无锡防护罩,苏州机床防护罩,上海机床防护罩,太仓防护罩,昆山机床防护罩,江阴防护罩,常州机床防护罩,苏州机床排屑机,盐城防护罩,扬州机床防护罩,张家港机床防护罩,常熟机床防护罩,南通机床防护罩,宜兴机床防护罩,宁波机床防护罩,杭州机床防护罩,南昌机床防护罩,嘉兴机床防护罩,吴江机床防护罩,镇江机床防护罩,溧阳机床防护罩,海安机床防护罩,靖江机床防护罩,泰州机床防护罩,如皋机床防护罩,风琴防护罩,盔甲防护罩,联动式钢板防护罩,机床链板排屑机,哈斯VF-3SS机床防护罩,哈斯VF-3SS机床防护罩,哈斯VF-3SS机床防护罩,德马吉森精机NVD6000DCG机床防护罩,沈阳机床TK6511B落地镗铣床导轨防护罩,全力MV-10L机床防护罩,德马吉森精机NVD6000DCG机床防护罩,哈斯卧式加工中心EC1600机床导轨防护罩,杭州友佳机床防护罩,闽台友嘉加工中心防护罩,小巨人日本山崎马扎克卧式加工中心6800导轨伸缩防护罩,大连机床,日发精机,韩国斗山机床防护罩, 马扎克410A/515C机床防护罩,机床排屑器,北京精雕机床防护罩,沈阳机床防护罩,北一大隈MAR630H/500H卧式加工中心防护罩,MBR4000H卧式加工中心导轨伸缩防护罩,德国海格特CWK500卧式加工中心防护罩,鼎泰3020L龙门加工中心机床导轨伸缩式钢板防护罩,日本兄弟机床导轨防护罩,发那科高速复合钻攻机床防护罩,机床导轨挡水板,海天精工机床导轨防护罩,德国哈挺
欢迎来到无锡嘉莱机械有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡崇安区公司街道地址,负责人是郭玉飞。
主要经营机床防护罩。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-51164148.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于无锡嘉莱机械有限公司
商铺首页 |
更多产品 |
联系方式
无锡嘉莱机械有限公司我公司是工业自动化产品的开发、设计、生产和销售为一体的大型机床附件厂。目前产品已广泛应用于机床行业、汽车行业、精密测量仪器行业、医疗企业、机械设备、石油机械等众多领域。公司现有德国激光切割机、日本数控剪板机、折弯机以及数控加工中心、数控车床、龙门刨床、龙门铣床、冲床等国内外**设..
- 我要给“扬州镗床防护罩 机床护罩 尺寸精准”留言
- 更多产品