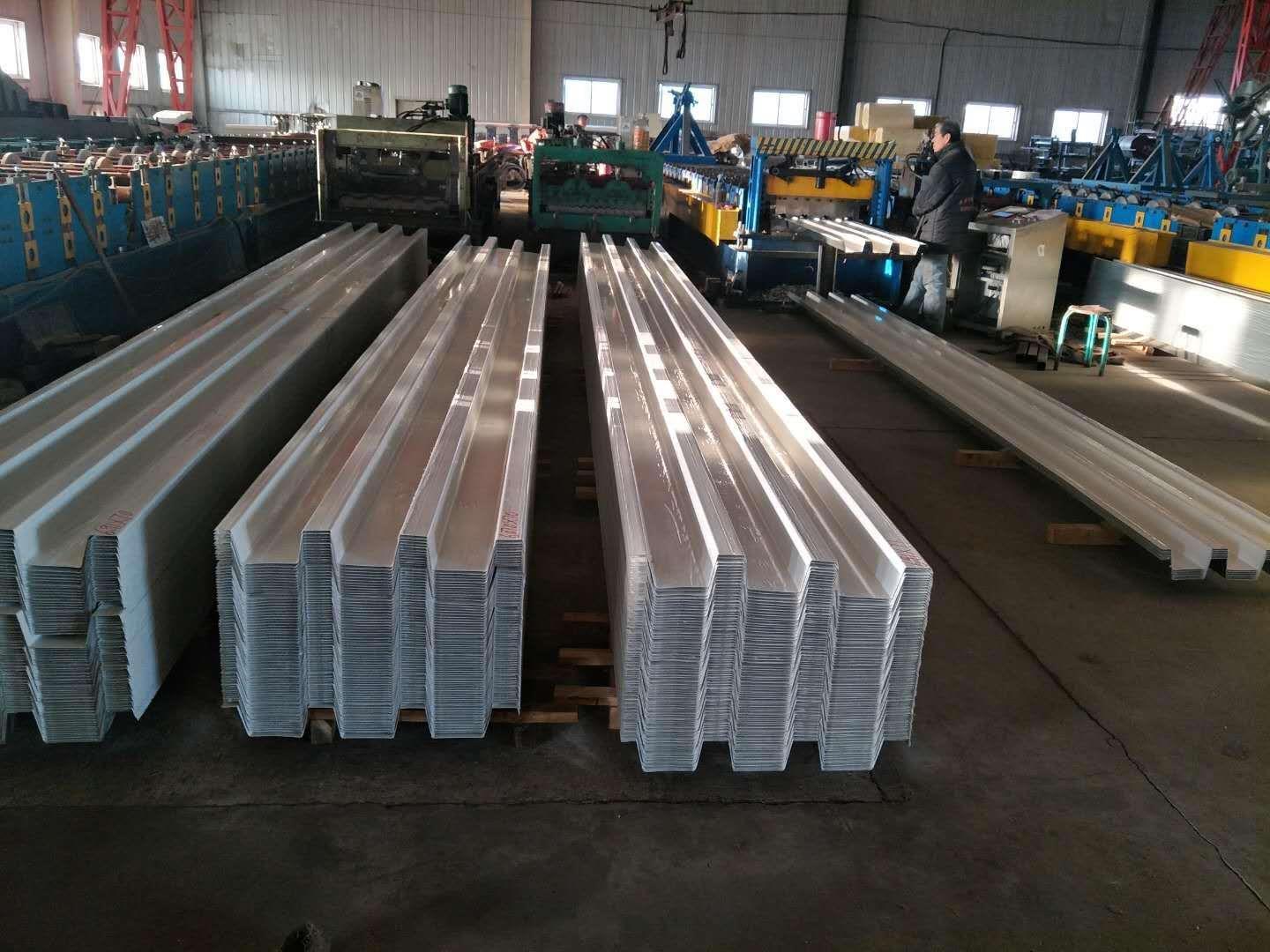
- 产品描述
五、 钢结构零件、部件在冷矫正和冷弯曲时,其弯曲率半径和很大弯曲矢高应符合GB50205-2001的规定。
钢结构除锈及涂装工程
钢结构除锈和涂装是目前钢结构工程较易忽视的环节。钢结构除锈分为人工除锈和机械除锈,施工人员要根据图纸要求以及除锈等级采用不同除锈方法。涂刷工程质量的控制应做到在钢结构涂刷前,涂刷的构件表面不得有焊渣、油污、水和毛刺等异物,涂刷遍数和厚度应符合设计要求。对涂装材料必须有合格证,*涂料涂装工程必须由消防部位批准的施工单位施工。
钢结构工程的施工通常要经过工厂制作和现场安装两个阶段。钢结构工程有大部分时间是在工厂车间内部进行,由于钢结构构件在工厂内加工制造的质量好坏,对钢结构工程的现场安装及整体结构的安全稳定至关重要。因此钢结构制作生产厂家必须具备相应企业资质、生产规模、技术能力、机械设备及**的工艺水平......说这么多您大概也记不住,直接选择“三维钢构”,一切皆ok!
三、组立H型钢时,必须严格保证翼缘板与腹板的垂直度,定位焊焊材必须与焊接材料一致,点焊高度不宜**过设计焊缝高度的2/3,焊缝长度不小于25mm,焊点间距在450mm-550mm之间,点焊要牢固可靠,吊点处应加大焊缝的长度。
钢结构加工一般制作工艺流程分为:放样→下料→拼板→切割→组立→埋弧焊接→钻孔→组装→矫正成型→铆工零配件下料→制作组装→焊接和焊接检验→防锈处理、涂装、编号→构件验收出厂。在钢结构制作中,应根据钢结构制作工艺流程,抓住关键工序进行质量控制,如控制关键零件的加工,主要构件的工艺、措施,所采用的加工设备、工艺装备等。
钢结构矫正要求有哪些
一、钢材矫正后的允许偏差应符合GB50205-2001的规定。
二、钢钩件矫正后,挠曲矢高不应**过构件长度的1/1000,且不得大于10㎜。
三、采用机械冷矫正时应注意弯曲件的曲率半径不宜过大或过小,过大时因回弹影响,构件矫正精度差,过小则容易产生裂纹,对于弯曲变形严重的构件宜采用变曲前退火处理或的热弯矫正方法。
四、H型钢组立焊接构件的矫正,对于翼缘板横向弯曲和不垂直,宜采用**机械设计冷矫正,双面焊因其焊接变形大,一般需要用此道工序解决翼缘的焊接变形,采用单面焊之后,焊接变形小,此道工序可以不做,对于构件的侧向旁弯,一般采用火焰热矫正效果较好,如出现腹板局部鼓曲,则难以矫正。可考虑增加加劲肋办法减轻鼓曲程度,提高腹板的鼓曲承载能力。对于构件腹板平面内的弯曲,不宜采用火焰矫正法,因火焰矫正所引起的残余应力与外荷载产生的应力叠加后可能加大变形,使矫正效果趋于消失。因此,要特别注意控制好焊接顺序,避免构件出现腹板平面内的下挠变形。
在钢结构施工阶段,结构布置的位置要进行反复的核实,确保立柱做在承重构件上(采用相关的设备工具依照原结构图纸找出轴线位置,结合钢结构施工图找出预埋件位置,打孔植栓安装预埋件)施工时还应做好防雨措施,因安装构件是需要破坏原屋面防水、安装预埋件时打孔也会造成楼板的损伤,有效的做好防雨措施避免雨水渗漏对下层造成不必要的损失。
钢结构装配控制的要求有哪些
钢结构件装配是直接影响钢结构质量的很直接原因,装配的错对直接影响钢结构的能否安装,如果装配不对,钢构件根本吊装不了,所以钢结构的装配控制对整个钢结构质量控制尤为重要。
二、装配前,认真将对接口表面50mm范围内的铁锈、油污等用打磨机打磨干净,仔细检查钢板的平整度,发现平整度不够(如钢板表面呈波浪型)必须处理平整后方可组立。

东营众诚彩钢板有限公司经营部主要经营: 东营复合板、东营彩钢瓦、东营c型钢、东营U型槽、东营C型钢、 东营钢结构等产品。公司尊崇“踏实、拼搏、责任”的企业精神,并以诚信、共赢、开创经营理念,创造良好的企业环境,以全新的管理模式,完善的技术,周到的服务,**的品质为生存根本,我们始终坚持用户至上 用心服务于客户,坚持用自己的服务去打动客户。 欢迎各位新老客户来我公司参观指导工作,我公司具体的地址是:垦利县董集镇刘家村 。 您如果对我们的产品感兴趣或者有任何的疑问,您可以直接给我们留言或直接与我们联络,我们将在收到您的信息后,会**时间及时与您联络。
欢迎来到垦利县董集镇鸿鑫彩钢板经营部网站,我公司位于被评为中国“六大最美湿地之一”的东营市。 具体地址是山东东营东营区公司街道地址,负责人是杨女士。
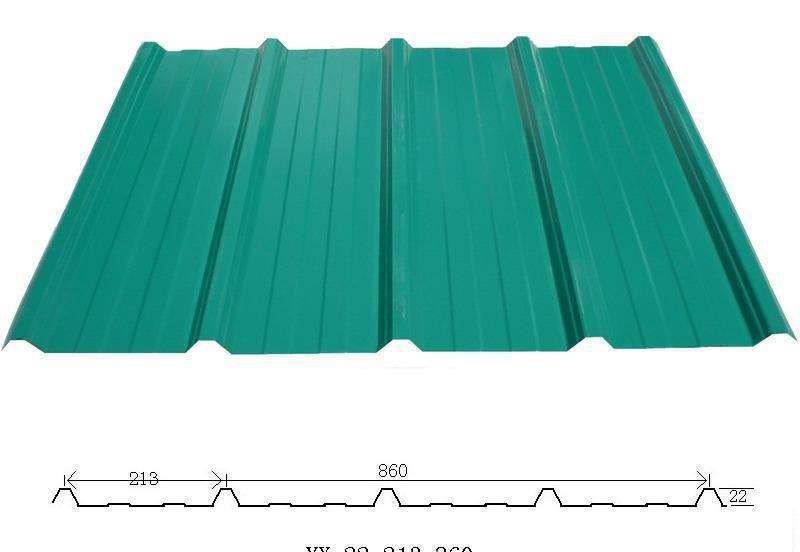
主要经营彩钢瓦。
我司主要供应:建材 金属建材 钢材 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-50009937.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于垦利县董集镇鸿鑫彩钢板经营部
商铺首页 |
更多产品 |
联系方式
东营众诚彩钢板有限公司经营部主要经营: 东营复合板、东营彩钢瓦、东营c型钢、东营U型槽、东营C型钢、 东营钢结构等产品。公司尊崇“踏实、拼搏、责任”的企业精神,并以诚信、共赢、开创经营理念,创造良好的企业环境,以全新的管理模式,完善的技术,周到的服务,**的品质为生存根本,我们始终坚持用户至上 用心服务于..
- 我要给“聊城钢结构供应商 东营众诚彩钢板”留言
- 更多产品