
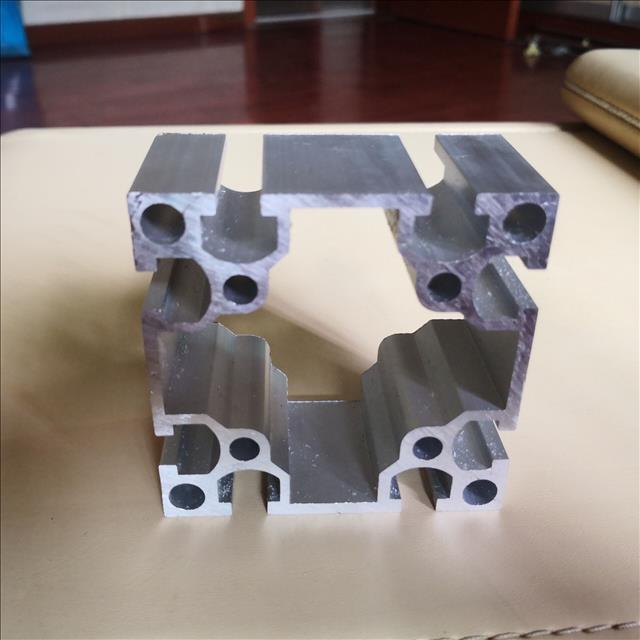
- 产品描述
铝型材理化性能
1)密度。冷变形后,因晶内及晶间出现了显微裂纹或宏观工业铝型材裂纹、裂口空洞等缺陷,使铝材密度减小。
2)电阻。晶间物质的破坏使晶粒直接接触、晶粒位向有序化、晶间及晶内破裂等,都对电阻的变化有明显的影响。前两者使电阻随变形程度的增加而减少,后者则相反。
3)化学稳定性。经冷变形后,工业铝型材材料内能增高,使其化学性能较不稳定而易被腐蚀,特别是易于产生应力腐蚀。
铝合金表面的化学转化膜较薄约0.5~4um,转化膜是一种凝胶体,很难直接测量,通常只是称量工件化学氧化前后的重量,或以表面色泽和盐雾试验来判断氧化膜的耐蚀能力。
划伤后的防腐功能
铝合金表面的化学转化膜是一种凝胶体,此胶体在转化膜划伤后可以移动,划伤痕周围的凝胶会移动至划伤表面,结合在一起,继续、阻挡铝合金被腐蚀,仍然有防腐功能。
颜色
铝型材是非铁磁性的,这对电气工业和电子工业而言是一重要特性。铝型材是不能自燃的,这对涉及装卸或接触易燃易爆材料的应用来说是重要的。
可机加工性
铝型材 的可机加工性是优良的。在各种变形铝合金和铸造铝合金中,以及在这些合金产出後具有的各种状态中,机加工特性的变化相当大,这就需要特殊的机床或技术。
可成形性
铝型材加工注意事项:
a.具碱性,使用时不可长时间接触皮肤;
b.不宜用于油漆饰面。抛光或电镀的铝材表面和汽车的成品器面;
c.清洗陈旧的设备或锈蚀严重的表面要注意检查是否泄漏;
铝型材加工厂家分析 力学性能。
铝合金型材常用的四种生产工艺
铝合金型材凭借*特的优势广泛应用于各个领域,而铝合金型材需要常用到4种生产工艺,分别是铸锭、挤压、热处理和表面处理,对此4种铝合金型材生产工艺有什么特点?
铸锭。该工艺过程包括配料、熔炼、铸造、均热等主要工序,形成一定化学成分和外形尺寸的铸锭.配制好的原材料,在煤气炉或电炉中熔炼.熔炼后的熔体经过静置炉、流槽、流盘、过滤器直到结晶器内,再经水冷,形成一定形状的铸锭.为保证铸锭表面光洁,采用磁力铸造或热**铸造法,进行多模(多结晶器)铸造.铸锭均热,是使铸造状态的金相组织均匀化,使主要的强化相溶解.均热是在均热炉内进行.均热提高了铸锭的塑性,有利于提高挤压速度,延长挤压模具的寿命,改善挤压型材的表面质量.
面对工业铝型材氧化的解决办法
工业铝型材虽然是许多行业中,常见的使用材料。但是在制作过程中,却不是那么容易的,常常因为各种因素,使铝型材没有那么**。其中铝型材容易氧化,就是一个让人头疼的问题,面对这种情况工作人员应该如何处理呢?
(1)、老化。铝型材老化方法可根据气候条件来决定,有日光的夏季可在日光下曝晒,阴雨天或是冬季可用烘箱烘烤,工艺条件是:温度40~50℃时间10~15min。
(2)、热水冲洗。热水洗目的是老化膜层。但水温和时间要严格控制,水温过高膜层减薄,颜色变淡。工业铝型材处理时间过长也会出现上述类似问题,适宜的温度和时间是:温度40~50℃时间0.5~1MIN。
(3)、干燥。干燥以自然晾干为好,经热水冲馅稞的工件斜挂于架子上,让工作表面的游离水以陲直方向向下流。流至下端角边的水珠用毛巾吸去,按此法晾干的膜层色彩不受影响,显得自然。
(4)、不合格件的返修。宜在干燥、老化工序之前先挑出来,因干燥、老化后膜层较难退除并会影响工业铝型材表面的粗糙度。此问题笔者在工艺上进行了一些摸索,经多种方法试验,发现采用下列方法效果很好,方法简单,又不影响工件表面质量,具体过程如下:首先将不合格的工业铝型材夹在铝阳极氧化用的夹具上,然后按铝在硫酸溶液中的阳极氧化方法进行阳极处理2~3min,待膜层松软、脱落,再经碱液稍加清洗及硝酸出光后即可重新进行导电阳极化。
铝型材厂家对其废水、污水是怎么处理的
铝型材厂家针对铝型材废水、污水的处理:铝型材废水、污水主要含各种金属离子及悬浮物的特性,采用中和调节及混凝沉淀法工艺。铝型材生产废水由车间排出后流入中和调节池,池内设空气搅拌,以均衡水质。废水经调节池均衡水质及水量后,加入碱调节pH值至6~9,再用泵抽送入沉淀池中,在抽送过程同时加入絮凝剂(PAM)。废水中的金属离子在与碱反应形成氢氧化物后,又在絮凝剂的作用下,形成较大颗粒矾花,在重力作用下快速沉降,沉淀池上半部清液可直接外排
工业铝型材化学抛光后的铝型材表面出现粗糙现象可能由该缺陷可能是由槽液中硝酸含量过高,酸性侵蚀造成的;还有则可能是铝型材内部组织缺陷引起表面粗糙。
若槽液中铜含量也高,则表面粗糙现象会较严重。通常,若槽液中硝酸含量过高,化学抛光反映剧烈,有“沸腾”的现象产生。若硝酸含量正常,铜含量偏高,则水洗后的铝型材表面上附着有一层很明显的金属铜的特征颜色。如果铜的特征颜色很深,则表面槽液中的铜含量偏高,应采取措施调整硝酸与铜的含量到正常的范围内。如果添加剂含铜量,则应适当少加;如果槽液中的铜来自于含铜铝型材的化学抛光,则采取措施添加不含铜的添加剂或调整槽液。
铝型材加工时事如何处理和避免铝材弯曲的
铝材挤压调直:调直是型材造成弯曲很严重的环节,调直工一定要注意调直所用的力度,力量过大就可能会对型材产生变形、收口、桔皮等,力量过小就会产生型材调不直,造成弯曲。铝型材挤压装框:这环节也是非常重要,锯完定尺长度后,就要进行装框,这时装框工就要注意了:这料是大料还是小料,是带管料还是平面模拉出来的料?
注胶式隔热铝型材,由于铝型材是采用一次性挤出工艺,这样不仅减少了模具数量,而且还有效的避免了工艺缺陷等问题.铝型材硬度允许达到钳式硬度13以上,而穿条工艺的铝型材硬度允许在钳式硬度10左右.注胶式隔热铝型材是一次性把浇注胶浇注到铝型材隔热槽内固化形成隔热桥,由于浇注胶的高粘合性,隔热桥与铝型材完全粘结成为一体,所以此工艺的隔热铝型材强度高.
铝材在穿条式隔热铝型材本身是通过两次挤压成形的,之后把隔热条穿到两块铝型材的工艺槽内,再经过辊压,使得材料结构发生变化,产生应力使型材的整体强度差,这样的工艺就限制了隔热材料的强度不能高,甚至有时用于型材硬度稍大而产生明显的裂纹或断裂使之成为废品。


佛山市鑫佳诚铝业有限公司组建了一支从研发、生产销售到施工安装的专业队伍,正因为公司有了高素质的管理人员和团队合作精神,才能在**业中立于不败之地。 为使公司适应新世纪的挑战。鑫佳诚铝业成立了开发部,配备了**的电脑设备和设计开发软件,引进高素质的人才开发设计产品,从而使公司的产品从单一的建筑型材向种类繁多的工业材,装饰料发展,同时在生产工艺方面进行较新换代,改变现有的工艺条件,引进新的生产技术,使铝型材产品的用途较加广泛,功能较加齐全,为企业的发展拓展了较大的空间。目前公司集熔铸、挤压、氧化、电泳、喷涂、隔热断桥、深加工于一体,产品多达500多个系列,5000多种规格。公司的产品出口世界各地,包括:美国、日本、马来西亚、新加坡、秘鲁、中国香港等十多个国家和地区;在国内:北京、上海、河南、河北、山西、江苏、浙江、山东、湖南、湖北、江西、云南、安徽、贵州、广西、广东等一带十分**。 “质量**、用户至上”是鑫佳诚公司宗旨,以客户的利益为企业的利益,始终保持优质的服务,急客户之所急,想客户之所想,是鑫佳诚一贯坚持的原则,不断提高服务水平和产品质量。为社会和客户提供**度、高水平的产品,不懈努力将以较高、较快的步伐迈进**市场,走向世界!
欢迎来到佛山市鑫佳诚铝业有限公司网站,我公司位于与广州地缘相连、历史相承、文化同源的佛山市。 具体地址是广东佛山公司街道地址,负责人是王琴。
主要经营门窗类铝型材。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具制造 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-49878728.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于佛山市鑫佳诚铝业有限公司
商铺首页 |
更多产品 |
联系方式
佛山市鑫佳诚铝业有限公司组建了一支从研发、生产销售到施工安装的专业队伍,正因为公司有了高素质的管理人员和团队合作精神,才能在**业中立于不败之地。
为使公司适应新世纪的挑战。鑫佳诚铝业成立了开发部,配备了**的电脑设备和设计开发软件,引进高素质的人才开发设计产品,从而使公司的产品从单一的建筑型材向种类..
- 我要给“珠海**机械设备铝型材型号 鑫佳诚”留言
- 更多产品












相关分类






