- 产品描述
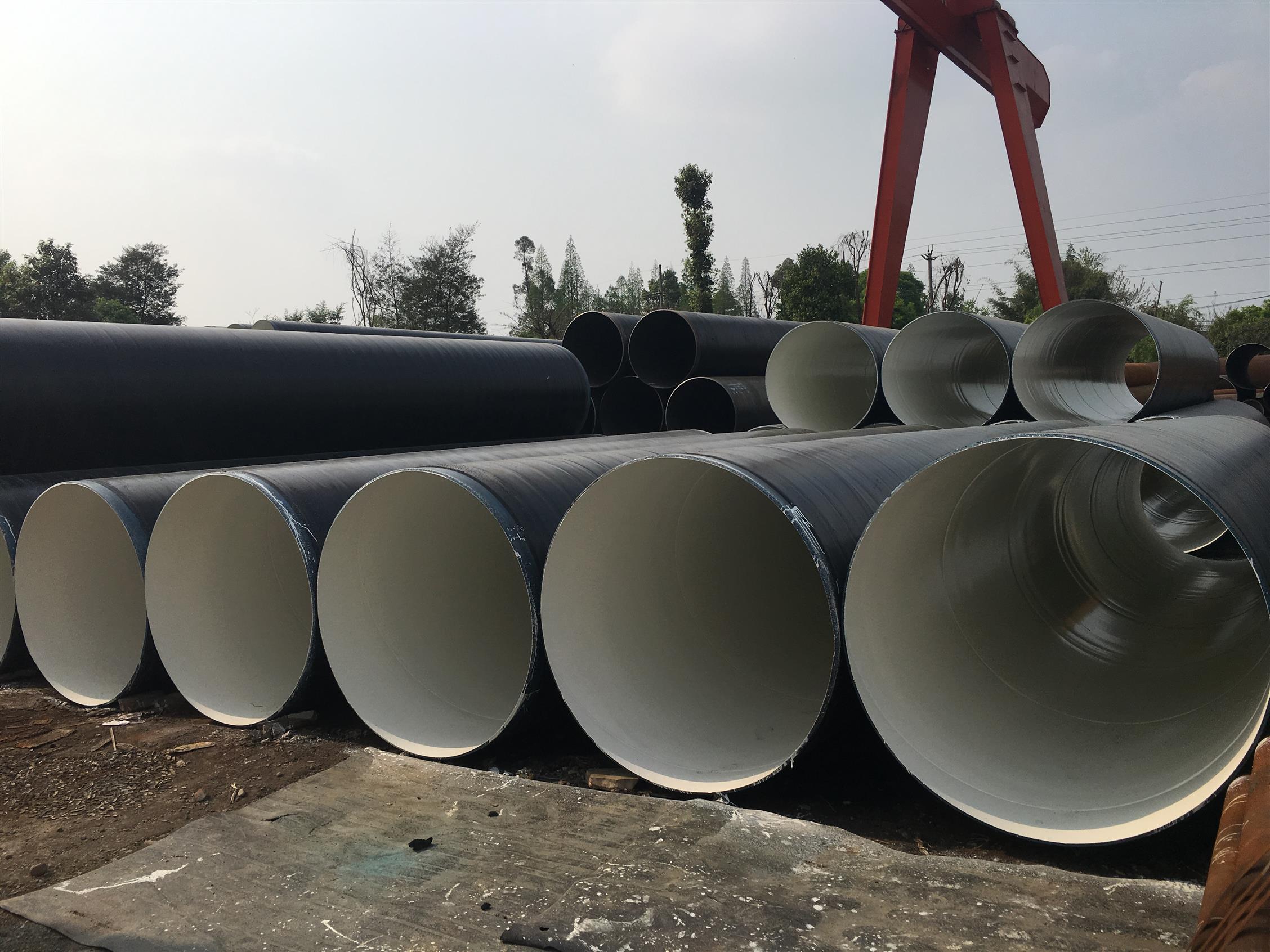
螺旋钢管的焊接和切割向大家详细介绍一下。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。每根钢管经过静水压试验,压力采用径向密封。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊缝经过在线连续超声波自动伤仪检查,保证了100%螺旋焊缝无损检测覆盖率。防腐螺旋钢管厂家清除内毛刺技术难度大,由于去内毛刺的装置在钢管内部,工作环境很差,看不见,摸不到,它受到带钢精度、机组设备精度、成形工艺、焊缝形状等影响,往往得不到保证。国外资料报导,内孔在14㎜以上的防腐螺旋钢管都可以去除内毛刺,实际上内孔25mm以下的内毛刺清除就很困难了。国内技术一般在内孔50mm以上较大直径的焊接钢管可以清除内毛刺。毛刺宽度通常在0.5~3mm左右,内毛刺高度是不均的,一般为0.2~0.6mm。个别高度可达1mm以上。外毛刺一般用刨削法清除,而内毛刺在钢管内空间小,清除技术难度增加。由于内毛刺的存在,当钢管再进行冷拔或冷轧精加工时,会在钢管内表面形成裂纹、折叠或划痕。因此对于精密焊管,不清除内毛刺就无法达到内表面质量要求,也无法进行后步工序加工。螺旋钢管生产工艺:1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验;2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊;3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理;4采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;5、采用外控或内控辊式成型;6、采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制;7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量;8、焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷;9、采用空气等离子切割机将钢管切成单根;10、切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产;11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除;12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查;13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录;14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。怎么增加螺旋钢管的稳定性能:1、中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫;2、一些小型钢材、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢材以及价格高、易腐蚀的金属制品,可存放入库;3、保管螺旋钢管产品的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及一切杂物,保持钢材干净;4、大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放;5、在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀;6、库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房;7、库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境。防腐螺旋钢管厂家,防腐螺旋钢管在施工过程中的注意事项:1、施工时必须在良好的通风条件下进行,长时间施工,应注意防护;2、施工现场严禁明火;3、钢铁表面温度应**3℃不便手工施工;4、严禁雾、雨、雪天及湿度**过85%时施工;5、施工温度应大于10℃。螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。 一种解决螺旋管表面质量的方法就是喷抛丸除锈,通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷抛射处理,可起到除锈的作用。
四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等)。 公司已***共和国特种设备制造许可证(压力管道原件)。 可生产产品标准: GB/T9711.1-1997 石油天然气工业输送钢管 用途:输送、天燃气、高压流体(水电站)、化工流体、其它可燃流体等 SY/T5037-2012 普通流体输送管道用螺旋缝埋弧焊钢管 (替代SY/T5037-2000标准) 用途:供水、排水、煤气、蒸气 SY/T5040-2000 桩用螺旋缝埋弧焊钢管 用途:广告柱、钢结构 公司已通过:质量管理体系(GB/T 19001-2008-ISO 9001:2008)标准认证;环境管理体系(GB/T 24001-2004/ISO 14001:2004)标准认证;职业健康安全管理体系(GB/T 28001-2001)标准认证。 公司生产螺旋缝双面埋弧焊钢管,规格可从D219mm~2640mm(壁厚5mm~18mm)。 公司是民营企业中西南其中一家**国家特种设备压力管道生产许可证(A2级、GB/T9711.1-2000)的厂家。公司集螺旋钢管生产制造、钢管内外防腐处理,对外钢管焊接安装于一体。建立了一套完整的产品质量控制体系和售后服务体系。 多年以来,公司生产的螺旋钢管产品质量稳定可靠,价格优惠,并广泛应用于西南及西北地区大开发的各项重点工程以及汶川特大地震灾后重建重点工程中。 目前,公司致力打造石油、天然气、煤气管道,进一步为化工、电力、冶金、焦化建设工程提供钢管。公司愿以的产品,可靠的信誉和雄厚的实力与各界..
欢迎来到四川双清螺旋钢管有限公司网站,我公司位于地势平坦、河网纵横、物产丰富,农业发达,自古就有“天府之国”美誉的成都市。 具体地址是四川成都崇州市公司街道地址,负责人是袁先生。
主要经营四川螺旋钢管。
我公司主要供应建材 金属建材 钢管 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-124166650.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于四川双清螺旋钢管有限公司
商铺首页 |
更多产品 |
联系方式
四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等..
- 我要给“那曲外防腐钢管”留言
- 更多产品

















