- 产品描述
螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用
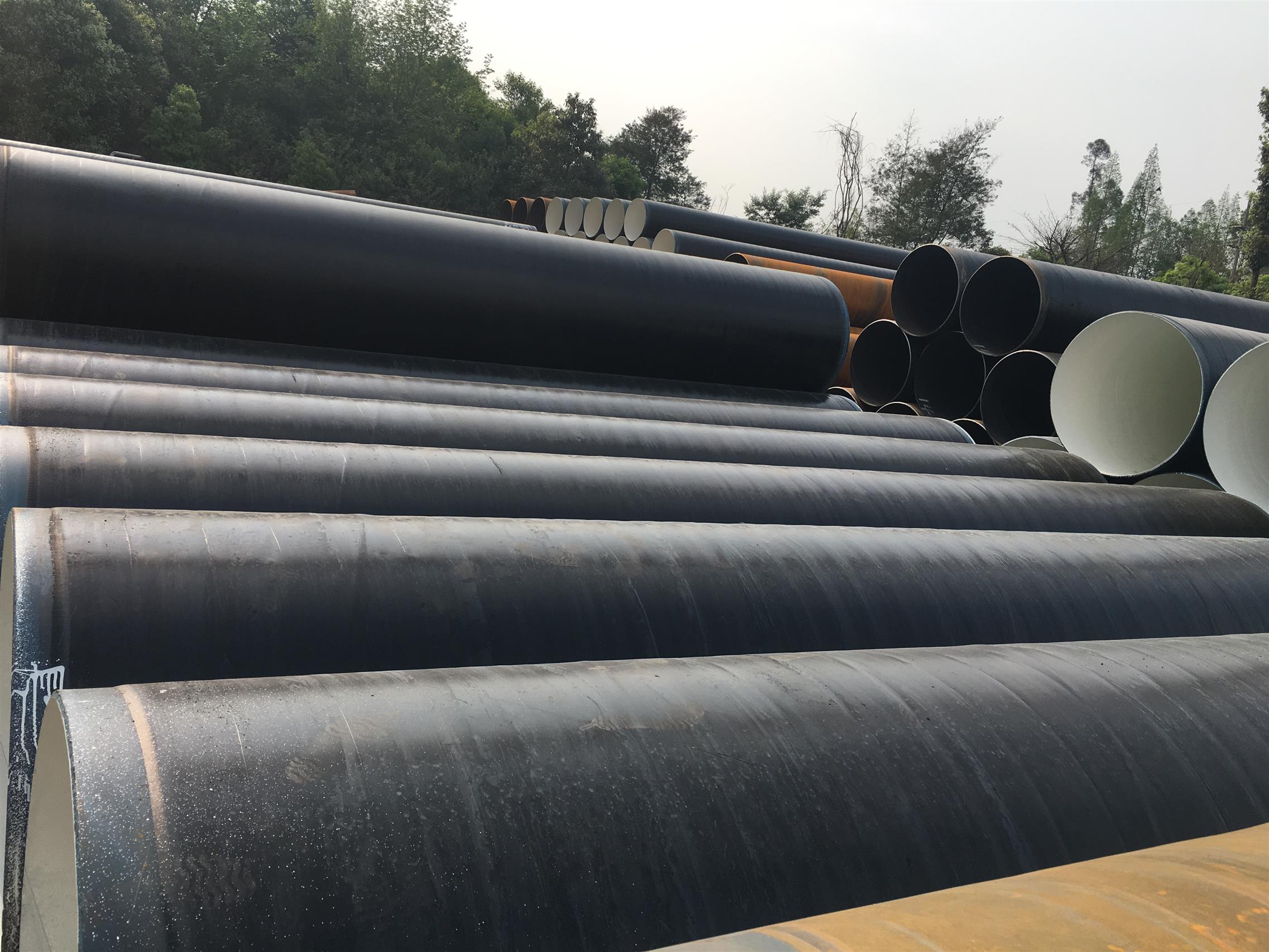
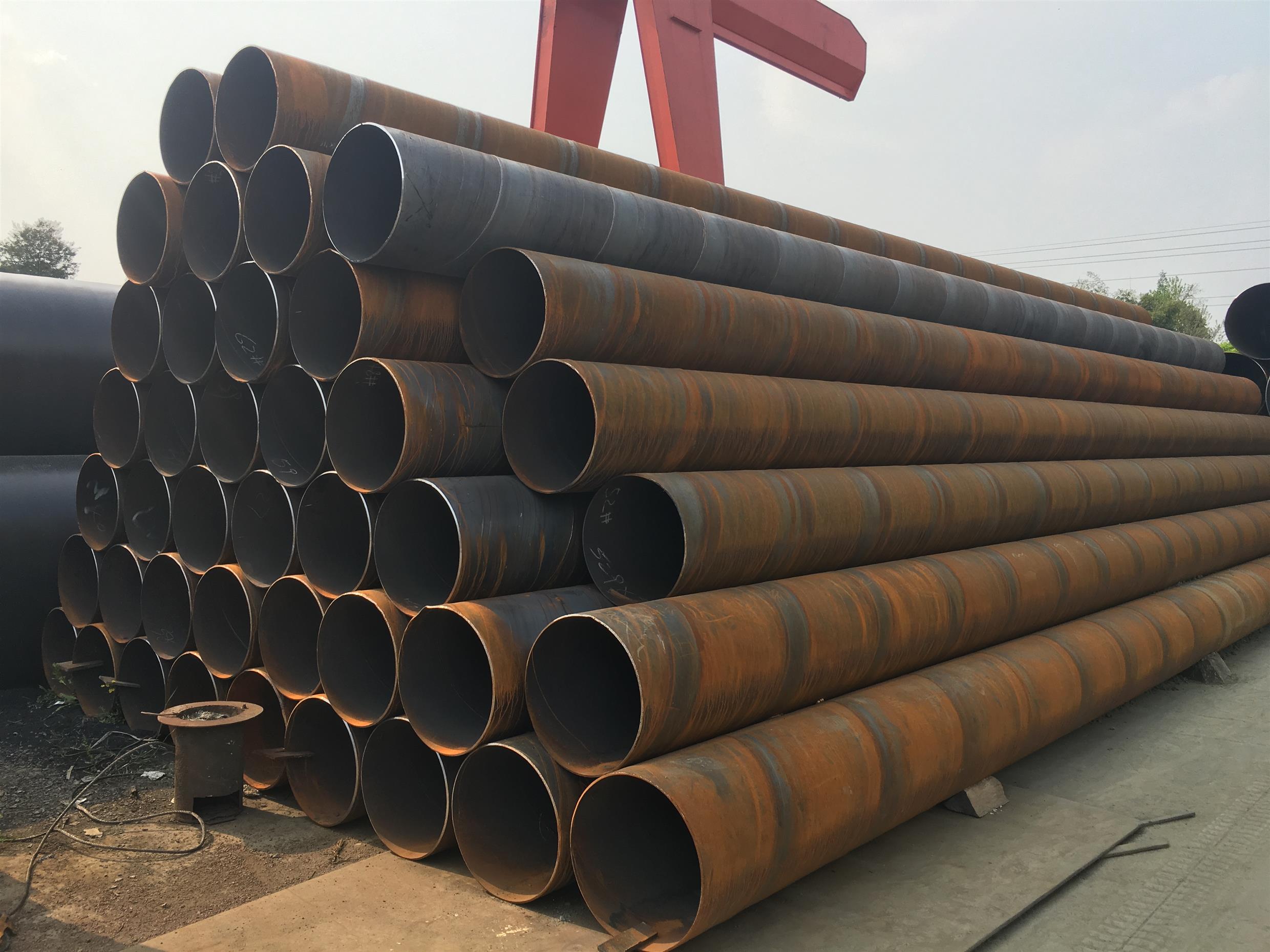
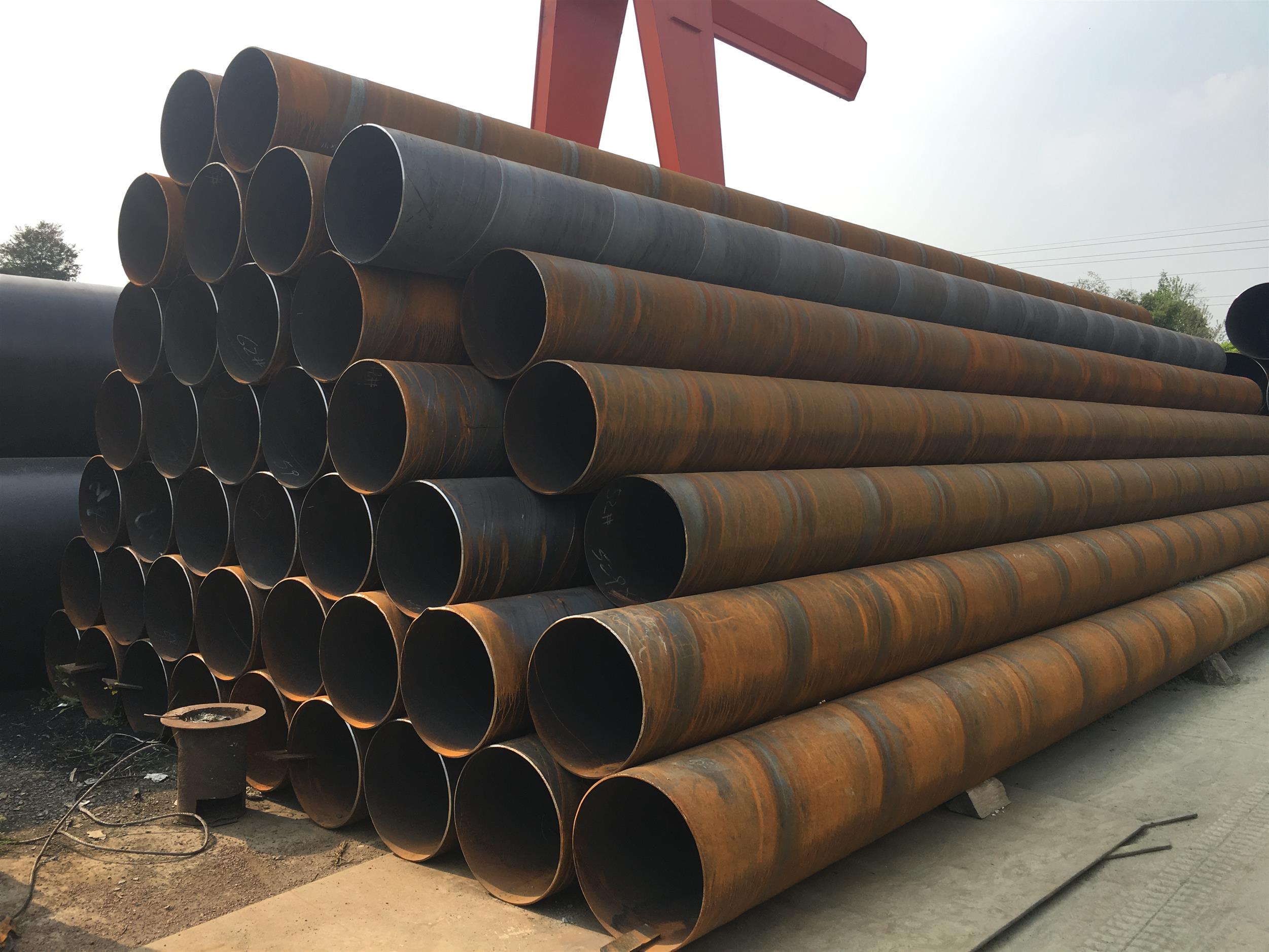
螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢管。螺旋钢管是用钢带经过弯曲成型,然后经焊接制成。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为12米,常要求定尺交货。大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边**差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。钢带的镰刀弯是造成钢管错边的主要因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。
螺旋钢管主要工艺特点:
1、成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有较大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求;
2、采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;
3、对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了产品质量;
4、整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋钢管废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前好抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
螺旋焊接钢管在直径和壁厚的尺寸规格范围上有较大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面,有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。螺旋钢管的直径和尺寸规格范围要灵活掌握,利用自身具有的良好优势,们组更多用户的广泛需求,是螺旋钢管能够得到普及和推广。钢制管道一般是用Q235碳素钢为原料加工生产的,由于其具有较大的机械强度,可以承受较大的内外压力,可以制作成直径**过800 mm的输水管道,是目前我国为常用的大口径埋地管道之一。焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产**。直缝焊管生产工艺简单,生产**,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度。

四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等)。 公司已***共和国特种设备制造许可证(压力管道原件)。 可生产产品标准: GB/T9711.1-1997 石油天然气工业输送钢管 用途:输送、天燃气、高压流体(水电站)、化工流体、其它可燃流体等 SY/T5037-2012 普通流体输送管道用螺旋缝埋弧焊钢管 (替代SY/T5037-2000标准) 用途:供水、排水、煤气、蒸气 SY/T5040-2000 桩用螺旋缝埋弧焊钢管 用途:广告柱、钢结构 公司已通过:质量管理体系(GB/T 19001-2008-ISO 9001:2008)标准认证;环境管理体系(GB/T 24001-2004/ISO 14001:2004)标准认证;职业健康安全管理体系(GB/T 28001-2001)标准认证。 公司生产螺旋缝双面埋弧焊钢管,规格可从D219mm~2640mm(壁厚5mm~18mm)。 公司是民营企业中西南其中一家**国家特种设备压力管道生产许可证(A2级、GB/T9711.1-2000)的厂家。公司集螺旋钢管生产制造、钢管内外防腐处理,对外钢管焊接安装于一体。建立了一套完整的产品质量控制体系和售后服务体系。 多年以来,公司生产的螺旋钢管产品质量稳定可靠,价格优惠,并广泛应用于西南及西北地区大开发的各项重点工程以及汶川特大地震灾后重建重点工程中。 目前,公司致力打造石油、天然气、煤气管道,进一步为化工、电力、冶金、焦化建设工程提供钢管。公司愿以的产品,可靠的信誉和雄厚的实力与各界..
欢迎来到四川双清螺旋钢管有限公司网站,我公司位于地势平坦、河网纵横、物产丰富,农业发达,自古就有“天府之国”美誉的成都市。 具体地址是四川成都崇州市公司街道地址,负责人是袁先生。
主要经营四川螺旋钢管。
我公司主要供应建材 金属建材 钢管 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-123720668.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于四川双清螺旋钢管有限公司
商铺首页 |
更多产品 |
联系方式
四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等..
- 我要给“厚壁焊接钢管 螺旋管”留言
- 更多产品