- 产品描述
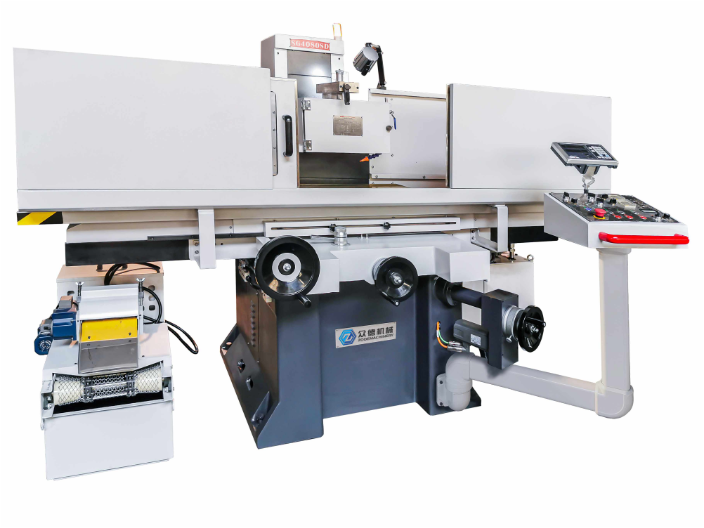
磨床的分类:随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。此外,还有兼具内外圆磨的磨床。(3)坐标磨床:具有精密坐标定位装置的内圆磨床。(4)无心磨床:工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。例如轴承轴支等。(5)平面磨床:主要用于磨削工件平面的磨床。a.手摇磨床适用于较小尺寸及较高精度工件加工,可加工包括弧面、平面、槽等的各种异形工件。b.大水磨适用于较大工件的加工,加工精度不高,与手摇磨床相区别。磨床工作时,禁止操作者离开磨床或托人代管。山东数控磨床订购
磨床要有专人负责保养和使用,定期检修,确保机床处于良好状态。1.作业完毕,机件各处,尤其是滑动部位,应擦试干净后上油。2.清理磨床各部位之研磨屑。3.必要之部位,上防锈。使用以上磨床保养注意事项:1.研磨前,请校正砂轮平衡。2.必须依工物材质、硬度慎选砂轮。3.主轴端与砂轮凸缘应涂薄油膜以防生锈。4.请注意主轴旋转方向。5.禁止使用空气阀清洁工作物及机器。7.请注意油窗油路是否顺畅。10.吸尘箱,过滤钢,请每周清洁一次。11.吸力弱时请检查吸尘管是否有粉屑堵塞。12.必须保持吸尘管道清洁,否则会引起燃烧。全国数控磨床定制厂家磨床工作前应检查机械、电器、防护装置、吸尘装置、工卡量具等,必须处于完整良好状态。
精密平面磨床的日常维护:1.每天作业完成后,磨床的各个部位,特别是滑动部位,应擦拭干净后上油;2.用小毛刷清理各部位的研磨碎屑;3.必要部位应涂防锈油,如主轴磨头、砂轮法兰、刻度盘等部位;4.严禁用空气吹管清洁工作台上的物品和磨床,因为吹管应将铁屑吹入磨床轨道,造成导轨损坏,影响精度和手感;5.每天检查传动钢索是否松动,并及时调整。更换钢索时,应注意钢索的绕向和松紧度,因为这直接影响钢索的使用寿命;6.请注意磨床上方的油镜是否有油,确保油路畅通。
数控磨床的精度影响因素:1、磨头、头架、尾座的等高度对工件尺寸精度的影响。磨头、头架、尾座的等高度误差将使头架、尾座中心连线与砂轮主轴轴线在空间发生偏移,此时磨出的工件表面将是一个双曲面。2、头架、尾座中心连线对磨头主轴轴线在水平面内的平行度误差对工件尺寸精度的影响。当发生该项误差时,外圆磨床磨出的工件外形将是一个锥体,即砂轮成角度磨削,表面有螺旋形磨纹。3、磨头移动相对于机床导轨垂直度误差对加工精度的影响。这项误差的结果是使主轴轴线与头架、尾座中心连线发生偏移,在磨轴肩端面时,将造成轴肩端面与工件轴线的垂直度误差。磨外圆时,将影响表面粗糙度,产生螺旋形磨纹。操作时应密切注意砂轮与工件表面的接触状况。当工件表面刚与砂轮接触时,可听到连续的咝咝声,工件表面的水迹可被旋转的砂轮带走,同时可见到微弱的火花,此时即可加冷却液。冷却液宜选用浓度稍高的磨削液,使用前必须经过严格的清洁过滤。然后进给,每次进给量为0.005mm/每双行程。至火花消失时,磨削完毕,此时将横向进给手轮向进给方向按住,使砂轮向工件微微压进,但不作进给,即等于对工件进行一次抛光,以进一步提高磨削表面质量。平面磨床需要定期检查工件轴皮带的松紧程度,及时调整。
怎么处理磨床轰动问题?一、首要查看地平,地脚螺丝水平假如没调好,就会引起机床的共振。因为有时加工场地地上平整度不是很好,所以要经过调理水平螺丝来让机床到达一个不平的高度,要查看地脚每个螺丝是否落实到位到地脚垫里。用水平仪打下前后,左右是否水平了,OK锁紧螺丝。二、应查看是否由于地上地板太空无所至,假如地上是水磨石或者铺的地板块就相对结实,假如是水泥地平,地上就很虚会引起共振。三、假如经过了上述的动作,轰动仍未消除,就要查看磨床砂哗和砂轮固定法兰的问题。砂轮影响轰动的因素一般有两个:1、砂轮的粒度不均匀,旋转起来就重心不稳形成轰动;2、内孔不规范偏大,比方咱们磨床法兰孔径要求是31.75,而砂轮假如是32的,装上去就会上下跳动引起轰动,所以咱们在购买砂轮时必定要问清楚。要想让一个磨床质量好,加工精度高,关键部位的部件质量一定要过硬。建德矩形台磨床售价
磨床工作前按工件磨削长度,手动调整换向挡铁位置,并加以紧固。山东数控磨床订购
使用磨床的注意事项:开车前应认真地对机床进行全方面检查,包括对操纵机构、电气设备及磁力吸盘等卡具的检查。检查后再经润滑,润滑后进行试车,确认一切良好,方可使用。装卡工件时要注意卡正、卡紧,在磨削过程中工件松脱会造成工件飞出伤人或撞碎砂轮等严重后果。开始工作时,应用手调方式,使砂轮慢些与工件靠近,开始进给量要小,不许用力过猛,防止碰撞砂轮。需要用挡铁控制工作台往复运动时,要根据工件磨削长度,准确调好,将挡铁紧牢。更换砂轮时,必须**行外观检查,是否有外伤,再用木锤或木棒敲击,要求声音清脆确无裂纹。安装砂轮时必须按规定的方法和要求装配,静平衡调试后进行安装,试车,一切正常后,方可使用。工人在工作中要戴好防护眼镜,修整砂轮时要平衡地进行,防止撞击。测量工件、调整或擦拭机床都要在停机后进行。用磁力吸盘时,要将盘面、工件擦净、靠紧、吸牢,必要时可加挡铁,防止工件移位或飞出。要注意装好砂轮防护罩或机床挡板,站位要侧过高速旋转砂轮的正面。山东数控磨床订购


南通众德机械制造有限公司是一家从事数控磨床设备研发、生产、销售及服务的制造商。公司秉承了与德国合作的**生产工艺及技术,致力于打造国内品质高的磨床生产厂家。公司拥有一支精良的研发团队,服务于精密磨削加工并可根据客户的实际磨削要求,提供低本增效的解决方案。 众德机械拥有庞大的分销渠道,产品销往**各地,凭借“质量是基础,服务是根本”赢得了**客户的信任与合作。 未来,众德人将继续致力于专业的磨削解决方案提供商,与合作伙伴通力合作,来应对较趋日新月异的新挑战。
欢迎来到南通众德机械制造有限公司网站,我公司位于水运发达,集“黄金海岸”与“黄金水道”优势于一身的南通市。 具体地址是江苏南通崇川区公司街道地址,负责人是夏建。
主要经营平面磨床|磨床|数控磨床|程控磨床。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-121249907.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“山东数控磨床订购 南通众德机械供应”留言
- 更多产品
北京汽车注脂机大全 和谐共赢 苏州辛普洛工业科技供应

一体式压铸荧光渗透剂技术指导 码科泰克探伤设备供应

无锡进口农产品配送厂家 服务为先 无锡金一圣农产品供应

上海白桃奶茶果茶配料加工生产线 上海果丰机械设备供应

上海沼气发动机 哈普新能源科技供应

成都茶叶包装盒哪家好 欢迎咨询 四川尚品堂包装供应
盐城UV紫外线消毒器生产商 推荐咨询 无锡太然环保科技供应

安徽气管压力气囊压力监控仪好不好 客户至上 无锡华耀生物科技供应

上海封闭负压输送真空上料机哪家好 余盈工业技术供应

无锡医药自动包装袋哪家便宜 无锡市尚来科技供应

甘孜中西式婚礼自助餐私人订制 值得信赖 成都凯号餐饮管理供应







