- 产品描述
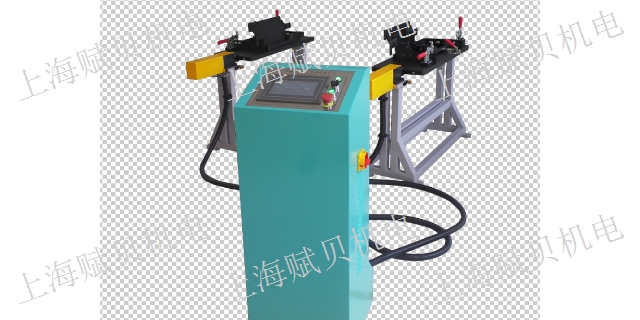
赋贝焊接机设备采用抽板式结构,由电加热方法将加热板热量传递给上下塑料加热件的熔接面。使其表面熔融,然后将加热板迅速退出,上下两片加热件加热后熔融面熔合、固化、合为一体。整机为框架形式,由上模板、下模板、热模板三大块板组成,并配有热模、上下塑料冷模,动作方式为气动控制。主要适用于家用电器、车灯、汽车溶器等塑件焊接。可根据不同塑件大小设定加热功率和模具尺寸实现多种塑胶工件焊接,操作简单,使用方便。加热板由上下两块组成,用电热管对其加热。本机共设两只温度控制器分别控制上下模温度。焊接时可根据焊接时的实际需要在0~600℃范围内自行设定。本设备控制方式可分为手动和自动两种控制,手动为单件动作,主要用于机构和模具的调试,手动调试好以后,生产时调整到自动。自动控制系统采用可编程控制器(PLC)和触模屏人机界面来控制,各气缸运动为气压推动,操作简便、性能可靠、尺寸紧凑,提高生产效率和质量。所有聚乙烯管道的连接接头必须用电熔或热熔焊接机的连接方法,而不得使用机械连接方法,热熔连接的接头比管道自身的强度要大些。接头或连接件都是塑料材质,不存在腐蚀问题。管道连接方法的选取取决于管道制造商的要求和推荐说明。焊接机使用不同类型的焊接材料,如焊丝和焊条。长宁区焊接机供应商家
提高劳动生产率;3)改善工人劳动强度,可在有害环境下工作;4)降低了对工人操作技术的要求;5)缩短了产品改型换代的准备周期,减少相应的设备投资。因此,在各行各业已得到了***的应用。焊接机器人组成结构编辑焊接机器人主要包括机器人和焊接设备两部分。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,以弧焊及点焊为例,则由焊接电源,(包括其控制系统)、送丝机(弧焊)、焊***(钳)等部分组成。对于智能机器人还应有传感系统,如激光或摄像传感器及其控制装置等。图1a、b表示弧焊机器人和点焊机器人的基本组成。**生产的焊接用机器人基本上都属关节机器人,绝大部分有6个轴。其中,1、2、3轴可将末端工具送到不同的一般适用于负载较小的机器人,用于电弧焊、切割或喷涂。平行四边形机器人其上臂是通过一根拉杆驱动的。拉杆与下臂组成一个平行四边形的两条边。故而得名。早期开发的平行四边形机器人工作空间比较小(局限于机器人的前部),难以倒挂工作。但80年代后期以来开发的新型平行四边形机器人(平行机器人),已能把工作空间扩大到机器人的**部、背部及底部,又没有测置式机器人的刚度问题,从而得到普遍的重视。长宁区焊接机供应商家焊接机可以进行船舶建造和修理。
激光焊接机,又常称为激光焊机、镭射焊机,是激光材料加工用的机器,按其工作方式分为激光模具烧焊机、自动激光焊接机、激光点焊机、光纤传输激光焊接机,激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池以达到焊接的目的。工作原理激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,无气孔,可***控制,聚焦光点小,定位精度高,易实现自动化。主要种类编辑激光焊接机激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等。
设备采用抽板式结构,由电加热方法将加热板热量传递给上下塑料加热件的熔接面。使其表面熔融,然后将加热板迅速退出,上下两片加热件加热后熔融面熔合、固化、合为一体。整机为框架形式,由上模板、下模板、热模板三大块板组成,并配有热模、上下塑料冷模,动作方式为气动控制。主要适用于家用电器、车灯、汽车溶器等塑件焊接。可根据不同塑件大小设定加热功率和模具尺寸实现多种塑胶工件焊接,操作简单,使用方便。加热板由上下两块组成,用电热管对其加热。本机共设两只温度控制器分别控制上下模温度。焊接时可根据焊接时的实际需要在0~600℃范围内自行设定。本设备控制方式可分为手动和自动两种控制,手动为单件动作,主要用于机构和模具的调试,手动调试好以后,生产时调整到自动。自动控制系统采用可编程控制器(PLC)和触模屏人机界面来控制,各气缸运动为气压推动,操作简便、性能可靠、尺寸紧凑,提高生产效率和质量。所有聚乙烯管道的连接接头必须用电熔或热熔焊接机的连接方法,而不得使用机械连接方法,热熔连接的接头比管道自身的强度要大些。接头或连接件都是塑料材质,不存在腐蚀问题。管道连接方法的选取取决于管道制造商的要求和推荐说明。焊接机的功率和电流可以根据需要进行调整。
激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。激光焊接机参数编辑功率密度功率密度是激光加工中**关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接率密度在范围在104~106W/cm2。脉冲波形脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接较为重要。当束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。脉冲宽度脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。离焦量的影响因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论。焊接机的发展受到环境和能源问题的影响。松江区数控焊接机
手持式焊接机是较常见的类型,操作简单且适用于小型项目。长宁区焊接机供应商家
赋贝焊接机因为两例中均为将熔融的焊锡写入到两个待装置的清洁且挨近的固体金属表面的细长缝隙中。焊接保证了金属的连续性。一方面,两种金属相互之间通过螺栓联接或物理附着联络在一起,表现为一个强健的金属整体,但这种联接是不连续的,有时金属的表面如果有氧化物绝缘膜,则它们甚至对错物理接触的。机械联接与焊接比拟的另一个缺陷是接触面继续发生氧化作用而致使电阻的添加。另外,颤动和其他机械冲击也可以使接头松动。焊接则消除了这些难题,焊接部位不发生相对移动,接触面不会氧化,连续的导电方法得以坚持。焊接是两种金属间的融合进程,焊锡在熔融状态下,将溶解有些与之相接触的金属,而被焊接的金属表面则常常有一薄层焊锡不能溶解的氧化膜,助焊剂就是用来去掉这层氧化膜的。焊接进程通常包括:1)助焊剂的熔化,进而去掉被焊金属表面的氧化膜;2)熔化焊锡使悬浮于其间的不纯真物质及较轻的助焊剂浮到表面;3)有些地溶解一些与焊锡相联接的金属;4)冷却并结束金属与焊锡的熔融。常常为了定位电路功用出现的难题,需求将元器件从印制电路板上取下来进行必要的测量,这一修补进程通常包括:1)格外元器件的拆开;2)元器件的检验;3)有缺陷元器件的交流。长宁区焊接机供应商家

上海赋贝机电设备有限公司,是一家民营独资企业,成立于2012年,注册资金500万元、厂房占地面积2200平方米。是一家专业制造管材加工设备的新型企业,具有**的设计理念,不断革新的技术,相当严格的质量要求,为客户提供整套的管类加工自动化方案;用当前世界主流控制方式的伺服技术,触摸屏人机界面和电脑控制,结合精到的机械制造,生产出成批的自动化机器,成功运用于汽车制造业和空调制造业中的管类加工企业,并具有精度高、工效高、寿命长的特点,受到行业普遍的欢迎。凭借丰富的设计经验和灵活的设计能力,我们还能提供各类非标专设备。至今,已成功的为一些国内外**企业提供了管类加工设备。 公司以诚信、创新、服务、共赢为办企精神,诚信为本,双赢为道的经营理念。我们一直坚定:质量成就品牌,诚信铸就未来! 公司主营产品有:弯管机、全自动双头弯管机、左右弯管机、管端成型机、旋压机、同轴管加工机、扣压机、滚波机、全自动双头倒角机、钢丝校直机、全自动钢丝折弯机、管类加工自动化生产线;各类自动上料机等自动化设备,也能根据客户要求设计制造各种设备以满足客户的特种需求。
欢迎来到上海赋贝机电设备有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海松江公司街道地址,负责人是吴新华。
主要经营CNC弯管机|线材折弯机|管端成型机|旋槽机。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-121146280.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“长宁区焊接机供应商家 真诚推荐 赋贝供”留言
- 更多产品

黑龙江保加利亚出国留学全包 信息推荐 知秋教育科技供应

南京食品日化洁净室装修单位 杭州聚佰净净化工程供应

上海学校食堂承包服务 信息推荐 新欧坊餐饮供应

河南尼龙扎带机厂家 欢迎咨询 深圳市施威德自动化科技供应

河南制备型蒸发光散射检测器现货供应 上海通微分析技术供应

常州三轮车水性烤漆哪家好 常州市紫穹涂料供应
蔡甸区直销吹灰器零配件常见问题 诚信服务 武汉戴蒙德环保供应

武昌区供应炉膛吹灰器保养 欢迎咨询 武汉戴蒙德环保供应

云南滚筒砂石分离机供应商电话 成都志恒川砼科技供应

金华防爆配电箱推荐厂家 来电咨询 上海妙远电气科技供应

湖北农家洪湖藕汤好吃吗 值得信赖 荆州味道品牌运营管理供应







