- 产品描述
台州市鸿奈德碳素制品有限公司石墨产品的主要特性:
1、耐高温:石墨块是目前已知的耐高温的材料之一.它的熔点为3850℃±50℃,沸点达4250℃.它在7000℃**高温电弧下10S,石墨的损失小,按重量计石墨损失0.8%.由此可见,石墨的耐高温性能是很**的。
2、的抗热震性能:石墨具良好的抗热震性能,即当温度突然变化时,热膨胀系数小,因而具有良好的热稳定性,在温度急冷急热的变化时,不会产生裂纹。
3、导热性和导电性:石墨具有良好的导热性和导电性.它与一般的材料相比,其导热导电性是相当高的.比不锈钢高4倍,比碳素钢高2倍,比一般的非金属高100倍。
4、润滑性:石墨的润滑性能类似于二硫化钼,摩擦系数小于0.1.其润滑性能随鳞片大小而变,鳞片愈大,摩擦系数愈小,润滑性愈好。
5、化学稳定性:常温下石墨具有良好的化学稳定性,能耐酸、耐碱、耐的腐蚀。
EDM是英文单词Electrical Discharge Machining的缩写,即电火花加工,EDM石黑行业即模具行业利用石墨的导电性做成电火花模具进行放电加工用的石墨原材料。
EDM石墨(电火花加工)主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等**优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
电火花加工是利用电极与工件之间的火花通电时,所产生的瞬时间的高温,去层层蚀除工件表面上材料的原理。电火花加工适用于高硬度导电工件的加工。数控电火花成型机床便是电火花加工的范例。
石墨具有以下铜无法比拟的特性:
加工速度:高速铣粗加工较铜块3倍;高速铣精加工较铜块5倍
可加工性好,能实现复杂的几何造型
重量轻,密度不足铜的1/4,电极容易夹持
可减少单个电极的数量,因为可做成组合电极
热稳定性好,不变形无加工毛刺
石墨电极的优点
1:模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电度要求越来越高。石墨电极的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分火花机客户放弃了铜电极而改用石墨电极。另外,有些形状的电极无法用铜制造,但石墨则较容易成型,而且铜电极较重,不适合加工大电极,这些因素都造成部分火花机客户应用石墨电极。
2:石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心制造电极,速度会较快,效率也较高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少的磨损耗和铜公的破损。如果具体比较石墨电极与铜电极石墨电极的铣削时间,石墨较铜电极快67%,在一般情况下的放电加工中,采用石墨电极的加工要比采用铜电极快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。
EDM是在车、磨、铣之后的流行的*四种加工方法。与传统铜电极相比,EDM用等静压石墨有如优点:
同体积石墨的价格仅为铜电极的25%。
石墨加工速度是铜电极加工速度的3-5倍,加工表面光滑。
加工精度高,易于抛光。
石墨的体密仅为铜电极的1/5,较适于制作大型电极。
做为电火花加工用电极时,期消耗仅为铜电极的1/3-1/5,且火花油分解碳化物被覆,补偿电极耗损。
由于表面湿度低,热膨胀系数小,良好的润滑性能,化学性能稳定,耐高温,高热导率等性能,石墨制品被广泛的应用于冶金行业。
鸿奈德为冶金行业提供了广泛的石墨制品,包括:
连续铸造石墨模具
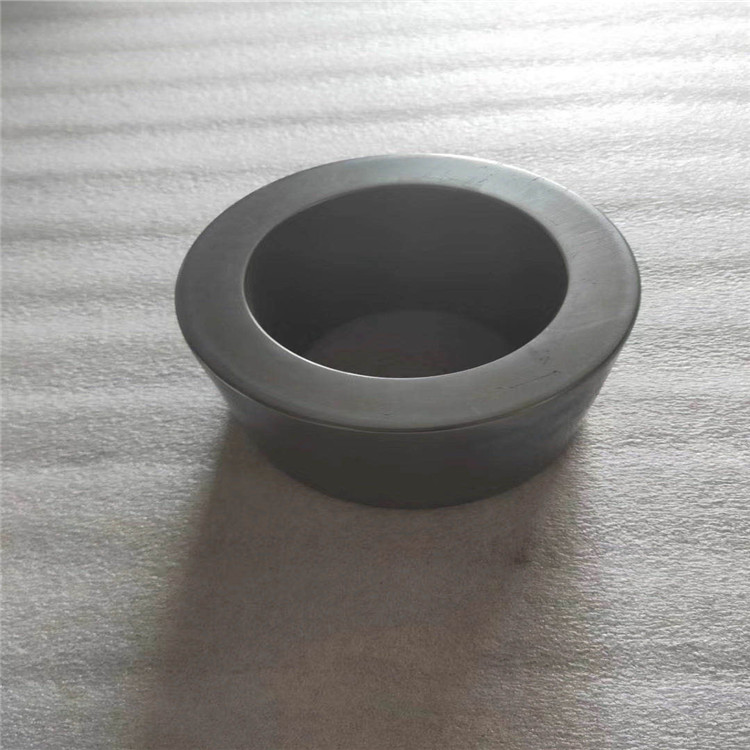
石墨坩埚
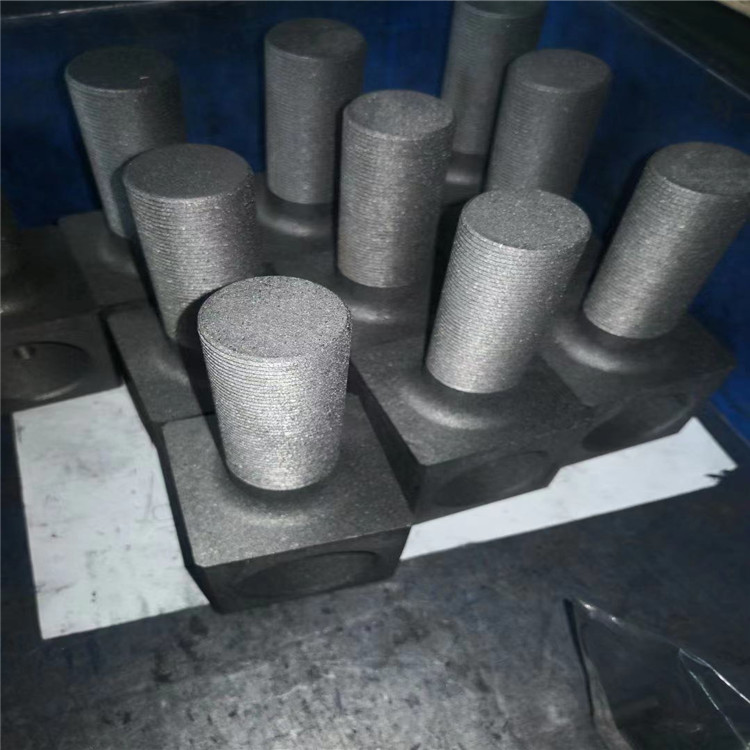
石墨电极加工
真空炉石墨部件/设备
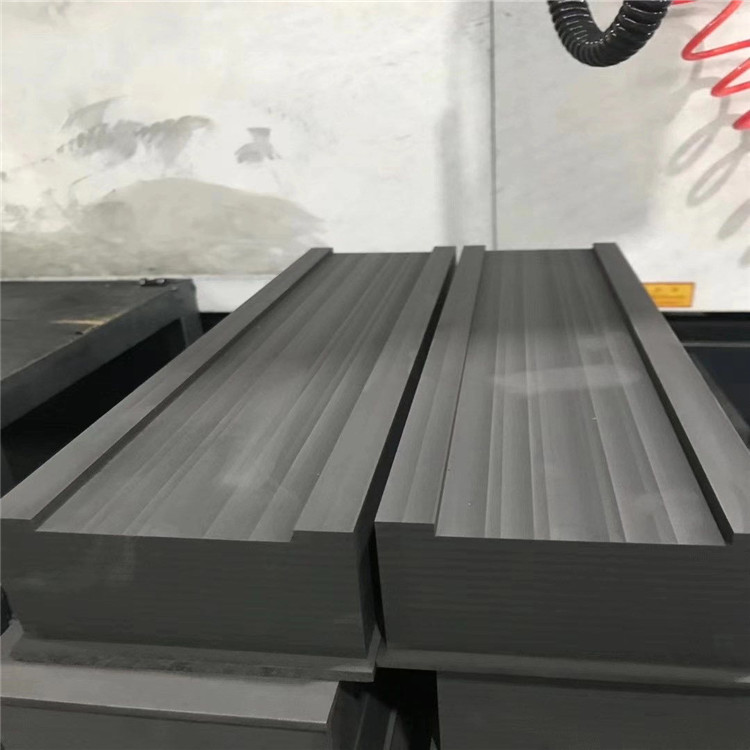
石墨模具
烧结石墨模具/石墨舟
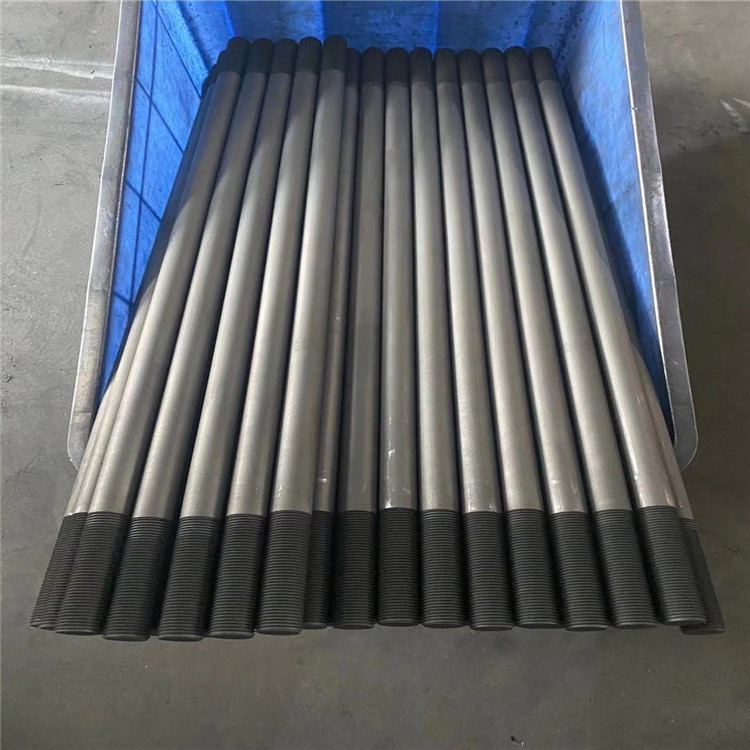
石墨棒/石墨拖杆及石墨连接件等石墨制品
是一家致力于石墨制造业的发展,从事石墨产品的研发、加工、制造及销售为一体的综合性石墨供应商。公司凭借强大的技术力量和经济实力为基础,不断开发出具有国内**技术水平的石墨产品,为客户提供从材料选择到设计编程和机加工的一体化服务,公司致力于为客户提供完善的石墨原材料和**的石墨加工产品。 我们的产品现已广泛用于电子半导体行业、太阳能光伏行业、工业炉高温处理行业、玻璃和耐火材料行业、机械加工行业、有色金属冶炼行业、电火花加工行业、**行业、汽车行业、金刚石烧结模具行业、高新科技领域行业、化工、核工业和石英等行业。 我们的产品主要采用:德国西格里石墨(SGL),日本东海石墨(TOKAI),美国步高石墨(POCO),日本东洋石墨(TOYO),法国美尔森石墨(MERSEN)等进口石墨原材料
欢迎来到浙江群英石墨有限公司网站,我公司位于“佛、山、海、城、洞”五景最具特色的台州市。 具体地址是浙江台州黄岩区公司街道地址,负责人是郭。
主要经营石墨。
我公司主要供应冶金 非金属矿物制品 石墨/碳素 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-118083821.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于浙江群英石墨有限公司
商铺首页 |
更多产品 |
联系方式
是一家致力于石墨制造业的发展,从事石墨产品的研发、加工、制造及销售为一体的综合性石墨供应商。公司凭借强大的技术力量和经济实力为基础,不断开发出具有国内**技术水平的石墨产品,为客户提供从材料选择到设计编程和机加工的一体化服务,公司致力于为客户提供完善的石墨原材料和**的石墨加工产品。 我们的产品现已广泛..
- 我要给“河南E+25 高纯石墨块-现货”留言
- 更多产品