- 产品描述
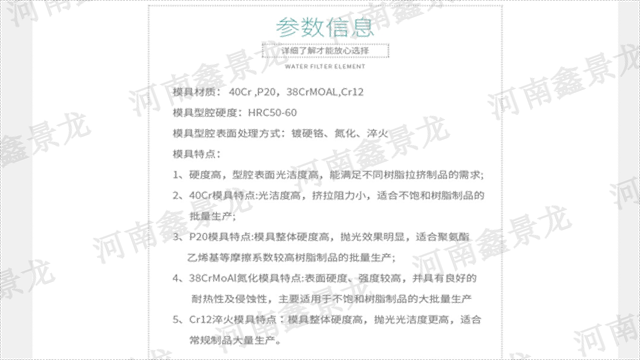
避免模具在使用过程中的变形问题需要从多个方面入手,以下是一些关键措施:合理设计模具结构:在设计模具时,应充分考虑制品的形状、尺寸、壁厚等因素以提高模具的刚度和强度。避免设计过于复杂或细小的部位,减少模具变形的可能性。选用合格材料:选用具有足够度、高耐磨性和稳定性的好材料,确保材料的质量符合要求,减少因材料性能不足而导致的模具变形。优化模具加工工艺:在加工模具时,应遵循合理的工艺流程,确保各道工序的精度和稳定性。避免热处理过程中出现过大的温度梯度或局部过热,以减少应力导致的模具变形。提高模具装配精度:在装配模具时,应确保各部件之间的配合精度,特别是型腔和型芯的贴合面。采用合适的装配工艺和技术,保证模具整体协调一致,减小使用过程中的变形机率。定期维护与保养:定期对模具进行维护和保养,保持其良好的工作状态。及时清理模具表面的油污、残料和氧化物,检查模具的磨损和损伤情况,进行必要的修复和更换,以防止因模具损坏导致的变形问题。使用辅助支撑结构:在模具的关键部位设置辅助支撑结构,如支撑柱或支撑块,以增强模具的整体刚性。通过合理布置支撑结构,减小模具在使用过程中的变形量。 采用高精度加工技术和高质量材料可以提升拉挤模具的制造精度。非标拉挤模具公司
模具的入口形状对制品成型具有重要影响,主要表现在以下几个方面:成型质量:模具的入口形状决定了塑料熔体的流动方向和流动阻力,进而影响制品成型的质量。在设计模具时,应根据塑料的流动特性和制品的结构特点选择合适的入口形状,以确保塑料熔体的流动均匀、顺畅,减小制品的缺陷和变形。成型效率:模具的入口形状还影响着塑料熔体的充填速度和时间。合理的入口形状可以减小流动阻力,加快充填速度,从而提高成型效率。同时,入口形状的设计也需要考虑冷却时间,以确保制品冷却较均匀、较快,进一步缩短成型周期。模具磨损:模具的入口形状对模具的磨损也有影响。不合理的入口形状会导致塑料熔体在流动过程中产生过大的摩擦力,增加模具的磨损,影响模具的使用寿命。因此,在选择入口形状时,应尽量减小摩擦力,提高模具的耐磨性。脱模方便性:模具的入口形状也会影响制品的脱模方便性。如果入口形状设计不当,可能会导致制品卡在模具中,增加脱模难度。因此,在设计入口形状时,应充分考虑制品的结构和尺寸,以及脱模方向和脱模力等因素,以确保制品能够顺利脱模。综上所述,模具的入口形状对制品成型的影响是多方面的,包括成型质量、成型效率、模具磨损和脱模方便性等。 新乡复合材料拉挤模具公司在拉挤过程中,拉挤模具的温度和压力控制对于制品的质量和生产效率具有重要影响。
模具在运输和存储过程中应注意以下事项:防锈处理:在模具运输和存储过程中,要特别注意防锈处理。在运输前,对模具进行彻底清洁,并涂抹防锈剂。在存储期间,确保模具处于干燥的环境中,并定期检查防锈效果。包装固定:为了防止运输过程中模具损坏或移位,应使用合适的包装材料对模具进行固定和保护。同时,要选择合适的包装箱,以适应不同形状和大小的模具。标识清晰:在运输和存储过程中,为了方便管理和识别,应在包装箱上清晰**识模具的名称、规格、数量等信息。运输安全:在运输过程中,要注意安全运输。要选择合适的运输方式和交通工具,并确保在运输过程中模具不会受到剧烈震动、碰撞或倾倒。同时,要注意遵守相关法律法规和安全规定。存储环境:在存储模具时,要选择干燥、通风良好、无尘的场所。避免将模具长时间暴露在潮湿或含有腐蚀性气体的环境中。同时,要定期检查存储环境,确保其符合要求。定期保养:在存储期间,要定期对模具进行保养。例如,定期涂抹润滑剂、检查紧固件是否松动等。这样可以保持模具的良好状态,延长其使用寿命。记录管理:为了方便管理和追溯,应建立模具运输和存储的记录。
要保证材料在拉挤模具中的流动平衡性,可以采取以下措施:优化模具设计:合理设计模具的结构,确保材料在模具中的流动通道畅通,避免出现死角或瓶颈区域。同时,要保证模具的对称性,以减小流动的不平衡性。把控材料温度和粘度:通过材料的温度和粘度,可以影响其在模具中的流动性。保持材料温度的均匀性和适中的粘度,有助于提高流动平衡性。调整模具温度:模具的温度对材料的流动性和粘度有明显的影响。通过合理把控模具的温度,可以调整材料的流动行为,提高流动平衡性。引入导流装置:在模具中引入适当的导流装置,如导流板或导流槽,可以帮助引导材料流动,减小流动的不平衡性。优化注拉挤速度和压力:调控速度和压力,确保材料在模具中均匀填充,避免因注射速度过快或压力不均导致的不平衡流动。定期维护和清理模具:定期对模具进行维护和清理,去除残留物和污垢,确保模具的畅通和光滑,有助于保持材料的流动平衡性。引入监测与把控系统:通过引入较前卫的监测与把控系统,如压力传感器和温度传感器,可以实时监测材料的流动状态和模具的温度,及时调整工艺参数,保证流动平衡性。试验与调整:在实际生产过程中,可以进行试验和调整,观察材料的流动情况。 圆管优化拉挤模具的定型段设计可以提高制品的尺寸精度和表面光洁度。
模具制造的流程主要包括以下几个步骤:模具方案策划:分析产品结构、尺寸精度、表面质量要求,确定模具结构及加工工艺,估算模具费用、寿命及交货期等。模具结构设计:进行成型零件的造型、结构设计,绘制装配图、零件图,标注尺寸公差、表面粗糙度、技术要求等。生产准备:准备注塑模具坯料。同时采购外购件、外协件、标准件等。进行程序编制等。加工制造过程:根据制定的加工工艺规程,使用车削、铣削、磨削、钻削、CNC加工、电火花加工、热处理、修研抛光等加工方式对零件进行加工。装配与试模:将各零件一起装配组合构成完整的模具,并安装到设备上进行试模。检查模具运行是否正常,制品是否符合要求。后续过程:加工制造完成后,后续过程包括包装、运输、售后服务等。以上步骤完成后,就可以制造出一副完整的模具了。河南鑫景龙拉挤模具的加热方式对调试温度均匀性和提高加热效率具有重要意义。新乡FRP圆管拉挤模具图片
优化棒材拉挤模具的模腔布局可以提高材料的利用率和制品的性能。河南鑫景龙智能机器人装备有限公司。非标拉挤模具公司
玻璃钢拉挤模具的常见故障和解决方法如下:表面液滴:可能是产品固化不完全、纤维含量低、收缩率高、产品表面和模具壁之间有明显间隙、未固化树脂迁移等原因导致。解决方法包括提高温度或降低拉伸速度,以确保彻底固化,增加纤维含量或添加低收缩添加剂或填料。表面剥落、碎裂:可能是表面富树脂层过多,导致脱模点蠕动爬行,凝胶时间与固化时间相差较大,脱模点与固化点相比过早。解决方法包括增加纤维含量以增加模具压力,调整引发系统,调整温度。腔体清理:可能是脱模效果差,模壁附着力大,碎屑堆积划伤产品表面,模壁表面粗糙度值高(使用过程中划伤生锈)等原因导致。解决方法包括使用良好的脱模剂,清洁、修复或更换合格的模具,在重新启动前短暂停止,以清理卡住的碎屑并实现清洁。明显分型线、分型线磨损:使模具尺寸精度不足,合模时各模块间距偏差大,分型线粘住造成白线。解决方法包括修复模具,拆卸并重新组装模具,重新启动前短暂停止。表面纤维暴露、纤维起毛:可能是这种缺陷通常出现在使用纤维纱线增强的产品上,如杆。可能的原因包括纤维含量过高或树脂碎片粘附在模腔表面。解决方法包括减少纤维含量,清洗后暂停机器重启。
非标拉挤模具公司

河南鑫景龙智能机器人装备有限公司前身是新乡市景龙复合材料有限公司,是一家成立于1995年的玻璃钢拉挤模具生产厂家。历经二十余年的风雨兼程和顽强拼搏,已发展壮大为集玻璃钢拉挤设备、智能设备、机器人焊接和切割;玻璃钢拉挤模具、模压模具、注塑模具、注塑制品的技术型生产企业。公司注册资本3000万元,拥有ISO9001质量管理体系认证及多项自主知识产权技术和技术攻关成果。 公司现有员工100余人,拥有各类工程师职称人员50人,其中中高 级工程师10人,大中专毕业生50多人,中高 级技师30多人,大型机床、数控加工中心、高度精密磨床等设备30余台,产品**俄罗斯、德国等多个国家,年完成产值3000万。人才战略,为公司的**常规发展注入了强劲的后发优势。 品质兴企业,信誉求发展。自成立以来,不断谋求新的发展,鑫景龙先后与贵州省材料产业技术研究院、北京玻璃钢研究院、哈尔滨玻璃钢研究院等多家科研单位开发研发合作,积累了丰富的研发经验与技术成果。 “笃守诚信之道,实现多赢发展”是鑫景龙的发展理念。团结、创新、务实、奋进是公司矢志不渝的追求。强力助推河南鑫景龙智能机器人装备有限公司砥砺前行
欢迎来到河南鑫景龙智能机器人装备有限公司网站,我公司位于豫北的经济、教育、交通、商贸物流中心—新乡。 具体地址是河南新乡红旗区公司街道地址,负责人是康雯利。
主要经营玻璃钢拉挤模具|聚氨酯拉挤模具|玻璃钢拉挤设备|模压模具。
单位注册资金:人民币 200 万元 - 300 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-117079255.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 风机盘管送风需要软连接吗 阜阳插件波峰焊电话 焊接锡炉 郑州无人叉车报价 1吨智能叉车 云浮自动料带切割机费用 湘西插件波峰焊报价 双波峰焊机 桂龙_电动对夹式蝶阀D971X生产 水泵控制阀700x生产_泵浦控制阀_阀门型号丰富 桂龙_沟槽信号蝶阀 XD381X直供 长沙制衣厂团队设计工程-使用寿命长 厂房团队设计工程的电话-生产厂家定制 F745X遥控浮球阀直销_调流调压阀_优惠中-厂家直供 潜江服装厂团队设计工程-可按需定制
- 相关文章
- 碳板聚氨酯拉挤模具怎么样 源头厂家 河南鑫景龙智能机器人装备供应角钢型聚氨酯拉挤模具厂家推荐 一站式服务 河南鑫景龙智能机器人装备供应波形瓦聚氨酯拉挤模具图片 承接定制 河南鑫景龙智能机器人装备供应河南蔬菜支撑杆聚氨酯拉挤模具 承接定制 河南鑫景龙智能机器人装备供应Cr12聚氨酯拉挤模具性能 承接定制 河南鑫景龙智能机器人装备供应河南蔬菜支撑杆聚氨酯拉挤模具 运输安全 河南鑫景龙智能机器人装备供应复合聚氨酯拉挤模具直销 源头厂家 河南鑫景龙智能机器人装备供应波浪瓦型聚氨酯拉挤模具规格 一站式服务 河南鑫景龙智能机器人装备供应拱棚支架聚氨酯拉挤模具规格 运输安全 河南鑫景龙智能机器人装备供应帐篷杆聚氨酯拉挤模具厂家推荐 承接定制 河南鑫景龙智能机器人装备供应40Cr聚氨酯拉挤模具性能 源头厂家 河南鑫景龙智能机器人装备供应风叶聚氨酯拉挤模具厂家 一站式服务 河南鑫景龙智能机器人装备供应
- 我要给“非标拉挤模具公司 承接定制 河南鑫景龙智能机器人装备供应”留言
- 更多产品

长沙室内新风系统定制厂家 广州德尚门窗科技供应

上海团建大巴车租赁公司电话 欢迎咨询 苏州市时运汽车租赁供应

浙江电子厂35座包车哪家优惠 欢迎咨询 苏州市时运汽车租赁供应

合肥哪里可以租电脑 上海轩萌办公设备租赁供应

数控车床维修服务商 欢迎咨询 成都众志诚兴数控设备供应

西双版纳远距离AI智能识别监控摄像机有哪些 深圳尼恩光电技术供应

南京远距离AI智能识别监控摄像机销售电话 深圳尼恩光电技术供应

郑州镇流器 欢迎来电 深圳市淘芯创科电子供应

长沙DIP 开关 欢迎来电 深圳市淘芯创科电子供应

广东方形育苗海绵 丽水市云创海绵制品供应

广西干式无油空压机型号 欢迎咨询 瑞沃斯流体机械供应







