- 产品描述
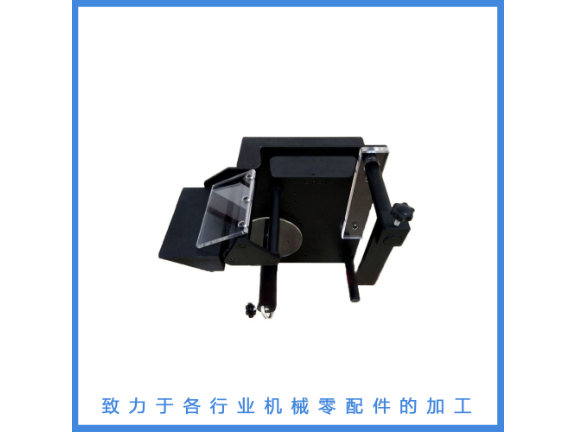
一些起主导作用的精密复杂零件对加工的效率、成形的精度以及成品率等指标提出了较高的要求。如飞机机体骨架、隔板、大梁等框架类零件,火箭发动机定位型面结构件,叶轮等回转类零件,其材料去除率达到70%左右,有的甚至达到90%以上,这些曲面类零件和大型回转类零件,多需利用五轴加工中心进行加工,而铣削加工作为一种高效的材料去除方式,尤其是复杂曲面的加工,通常采用数控铣削加工方式,因此,五轴铣削加工的应用十分。在传统加工过程中,由于切削力,颤振等动力学因素,对工艺参数的选择过于保守,经常造成工艺参数选择不当,引起加工系统失稳,对被加工表面质量产生了比较严重的影响,致使零件表面产生缺陷,影响零件的使用性能和寿命。在此背景下,高效铣削加工被提出,并引起研究人员及生产加工企业的重视。所谓高效铣削加工,是在保持加工系统稳定、被加工零件质量的同时,限度地提高材料去除率。**生产工程学会(CIRP)召开了一系列高效切削**会议,就高效切削涉及的关键技术进行了讨论,国内举行的**制造技术方面的重要会议也逐渐的开始重视高效加工,可以说,高效加工技术研究已成为数控加工发展的新趋势。五轴立式加工中心1、工作台本体,2、桥架。高精度五轴加工哪家好,就找源华兴。山西铝件五轴加工零件图
带液压仿形装置的车床得到推广,与此同时,多刀车床也得到发展。50年代中,发展了带穿孔卡、插销板和拨码盘等的程序控制车床。数控技术于60年代开始用于车床,70年代后得到迅速发展。[1]车床类型/车床编辑普通车床加工对象广,主轴转速和进给量的调整范围大,能加工工件的内外表面、端面和内外螺纹。这种车床主要由工人手工操作,生产效率低,适用于单件、小批生产和修配车间。转塔和回转车床具有能装多把刀具的转塔刀架或回轮刀架,能在工件的一次装夹中由工人依次使用不同刀具完成多种工序,适用于成批生产。自动车床按一定程序自动完成中小型工件的多工序加工,能自动上下料,重复加工一批同样的工件,适用于大批、大量生产。多刀半自动车床有单轴、多轴、卧式和立式之分。单轴卧式的布局形式与普通车床相似,但两组刀架分别装在主轴的前后或上下,用于加工盘、环和轴类工件,其生产率比普通车床提高3~5倍。仿形车床能仿照样板或样件的形状尺寸,自动完成工件的加工循环(见仿形机床),适用于形状较复杂的工件的小批和成批生产,生产率比普通车床高10~15倍。有多刀架、多轴、卡盘式、立式等类型。立式车床主轴垂直于水平面,工件装夹在水平的回转工作台上。山西铝件五轴加工零件图数控多轴数控五轴加工找源华兴。
当刀具中心线垂直于加工面时,由于球面铣刀的**点线速度为零,**点切出的工件表面质量会很差,采用主轴回转的设计,令主轴相对工件转过一个角度,使球面铣刀避开**点切削,保证有一定的线速度,可提高表面加工质量。这种结构非常受模具高精度曲面加工的欢迎,这是工作台回转式加工中心难以做到的。为了达到回转的高精度,的回转轴还配置了圆光栅尺反馈,分度精度都在几秒以内,当然这类主轴的回转结构比较复杂,制造成本也较高。主轴回转的立式五轴加工中心立式加工中心的主轴重力向下,轴承高速空运转的径向受力是均等的,回转特性很好,因此可提高转速,一般高速可达1,2000r/min以上,实用的转速已达到4,0000转。主轴系统都配有循环冷却装置,循环冷却油带走高速回转产生的热量,通过制冷器降到合适的温度,再流回主轴系统。X、Y、Z三直线轴也可采用直线光栅尺反馈,双向定位精度在微米级以内。由于快速进给达到40~60m/min以上,X、Y、Z轴的滚珠丝杠大多采用中心式冷却,同主轴系统一样,由经过制冷的循环油流过滚珠丝杠的中心,带走热量。卧式五轴加工中心此类加工中心的回转轴也有两种方式,一种是卧式主轴摆动作为一个回转轴,再加上工作台的一个回转轴。
3、减少装夹次数五轴加工中心可以实现一次装夹,完成除了安装底面以外的所有面的加工任务,由于减少了装夹对刀引起的基准转换,从而使工件加工精度较容易得到保证。同时五轴加工中心由于过程链的缩短和设备数量的减少,工装夹具数量、车间占地面积和设备维护费用也随之减少。4、缩短生产过程链,简化生产管理五轴数控机床的完整加工缩短了生产过程链,可以使生产管理和计划调度简化。工件越复杂,它相对传统工序分散的生产方法的优势就越明显。5、、缩短新产品研发周期对于航空航天、汽车等领域的企业,有的新产品零件及成型模具形状很复杂,精度要求也很高,因此具备高柔性、高精度、高集成性和完整加工能力的五轴数控加工中心可以很好地解决新产品研发过程中复杂零件加工的精度和周期问题,缩短研发周期和提高新产品的成功率。以上就是针对五轴加工中心与三轴加工中心有哪些区别这个问题的详细解答,概括的说,五轴加工中心由于多了2个旋转轴的联动效应,其加工能力比三轴加工中心强大数倍,但是其价格也会高出很多。如果不是工件的工艺需要,出于成本考虑,还是选用三轴加工中心较具有性价比。五轴加工工艺流程只找源华兴。
柔性生产线往往还需要一台FMS的控制器来指挥运行。过去五轴加工中心多为德国、美国、日本、意大利制造,令人欣喜的是今年3月在上海举行的“中国数控机床展览会”上,展出了多台国内生产的五轴加工中心。如济南二机床集团公司展出的龙门五轴联动加工中心,工作台长6m,宽2m,采用立式主轴回转,A轴转角±100度,C轴转角±200度,这个庞然大物吸引了许多参观者,它标志着中国数控机床工业达到了**水平。上海*三机床厂、*四机床厂制造的立卧加工中心,工作台630mm2,采用高速内冷电主轴,主轴可立、卧转换,工作台可以360度等分,类似于上述简单配置为立、卧转换的三轴加工中心,可对工件实现五面体加工,尽管还没有配置五轴,也非常实用。立式加工中心和卧式加工中心的区别:明显是因为工作台做大了,才改成立式的,显然立式能加工较大的零件(其实所有的立式设备都比相应的卧式设备有较大的工件尺寸容纳能力,这是立式设备的天**势.)卧式加工中心和立式加工中心主要区别在于:主轴(进给轴)一个是平行于底面一是垂直于地面立式很明显主轴是垂直地面的,卧式主轴是平行地面的,卧式就相当于镗床了,只是功能多,精度高。数控车床cnc五轴加工找源华兴。山西铝件五轴加工零件图
深圳高精密五轴加工找源华兴。山西铝件五轴加工零件图
一般中小型车床均采用直接启动,当电动机容量较大时,常用YY-三角形降压启动,为实现快速停车,一般采用机械或电气制动。3.为车削螺纹,要求主轴能正、反转。小型车床主轴正、反转悠主拖动电动机正、反转来实现,当主拖动电动机容量较大时,主轴正、反转常用电磁摩擦离合器来实现。4.为冷却车削加工时的刀具与工件,应设有一台冷却泵。冷却泵只需单向旋转,且与主轴电动机有着连锁关系。5.控制电路应设有必要的安全保护及安全可靠的局部照明。润滑保养工作/车床编辑机床的润滑方式及润滑油脂的选择是根据机床的结构、自动化程度、机床使用的工况及对精密度的要求进行综合衡量而作出决定的,机床润滑在满足减磨降耗的同时要力求避免温升和振动。机床作为复杂而精密的机器,会采用多种多样的传动装置,根据设备的种类、工作环境及所要求的精密度要求对润滑油品的粘度、油性抗氧化性、抗较压性能等相关性能都有不同的要求。润滑方法要求1、机床的润滑点多而复杂,而且有许多机床同时润滑,因而多采用自动润滑,也称强制循环润滑,以节省人力,并保证可靠的润滑。2、机床多靠液压传动,为简化润滑系统,因而许多机床是液压与润滑系统共用的。山西铝件五轴加工零件图


深圳市源华兴科技有限公司创建于2014年,现有厂房1500平米,位 于广东深圳宝安区西乡街道九围一路10号。 专业从事机械精密加工,高精度金属切削零件加工,主加工铝件、铁 件、铜件、不锈钢件等。本厂拥有工艺技术和**的机器设备, 拥有CNC加工中心、数控车床、普车、普铣、线切割、磨床、各类仪 表车床、钻床等机械设备,源华兴拥有完整、科学的质量管理体系。 凭借专业的技术,诚信的经营和不断创新的精神公司发展迅速。在发 展的同时公司不断总结经验,不断优化客户的服务,一如既往的热情 赢得了新老客户的较高评价及青睐。
欢迎来到深圳市源华兴科技有限公司网站,我公司位于经济发达,交通发达,人口密集的中国经济中心城市—深圳。 具体地址是广东深圳罗湖区公司街道地址,负责人是江华。
主要经营CNC加工|五金加工|数控车床加工|机加工。
单位注册资金:人民币 30 万元 - 50 万元。
价格战,是很多行业都有过的恶性竞争,不少厂家为了在价格战役中获胜,不惜以牺牲产品质量为代价,而我们公司坚决杜绝价格战,坚持用最优的原材料及最先进的技术确保产品质量,确保消费者的合法利益。
本页链接:http://www.cg160.cn/vgy-113453381.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 海口无负压供水设备厂 箱式无负压供水设备 厦门大型天然气隧道烘干炉 涂装线燃气隧道炉价格 高温 真空盘式干燥机公司 2205 常州圣祥干燥 切台机风琴防护罩 风琴式防护结构制作 LPG-10 江苏干燥厂 高速离心喷雾干燥机批发 刮板滚筒干燥机 常州干燥企业 单轴 耐高温风琴防护罩供应 3.尊敬的顾客朋友 升降台风琴防护罩代理 双轴全自动切卷机 桂龙_多层次硬密封法兰蝶阀D343H供应 LPG-500 常州干燥企业 高速离心式喷雾干燥机价格 滚筒刮板干燥机 常州干燥 316 泄压阀GL500X报价_电动遥控阀_阀门型号丰富
- 相关文章
- 昆明全自动机加工企业 客户至上 深圳市源华兴科技供应呼和浩特加工零件机加工机加工 五金加工 深圳市源华兴科技供应石家庄加工件铝件加工企业 欢迎来电 深圳市源华兴科技供应广东铝件cnc加工零件零件图 五金加工 深圳市源华兴科技供应四川精密零件精密零件加工生产厂家 铸造辉煌 深圳市源华兴科技供应南京高精度精密零件加工零件图 服务至上 深圳市源华兴科技供应宁波精密零件五金加工企业 诚信为本 深圳市源华兴科技供应四川精密CNC数控加工工艺流程 服务至上 深圳市源华兴科技供应太原专业机加工零件图 和谐共赢 深圳市源华兴科技供应沈阳专业cnc加工工艺流程 信息推荐 深圳市源华兴科技供应山西加工件cnc机械加工哪家好 贴心服务 深圳市源华兴科技供应内蒙古精密零件不锈钢加工工艺流程 和谐共赢 深圳市源华兴科技供应
- 我要给“山西铝件五轴加工零件图 贴心服务 深圳市源华兴科技供应”留言
- 更多产品

安徽erp进销存软件厂家电话 上海德米萨信息科技供应

湖南搪瓷塔节配件 淄博佳昇化工设备供应
北京连接器175149-1-AMP 真诚推荐 深圳市欧通嘉电子供应

上海供应取料机保养 泰安意美特机械供应

黑龙江养牛取料机哪里好 泰安意美特机械供应
东莞JYZ系列绝缘子供应商 服务至上 东莞市美昕龙五金塑胶制品供应

河南Q235B椭圆封头生产厂家 真诚推荐 温州浩邦金属制品供应

中国专业的工程总包管理软件能高效管理现场施工 欢迎咨询 辉图建筑工程科技供应
阿克苏省电智能照明 诚信为本 深圳市迈拓照明科技供应

制造怡升变频护膜净水器哪家好 诚信服务 成都怡升环保设备供应

钢铁厂空气过滤器控制仪采购 无锡市安活气动成套供应







