- 产品描述
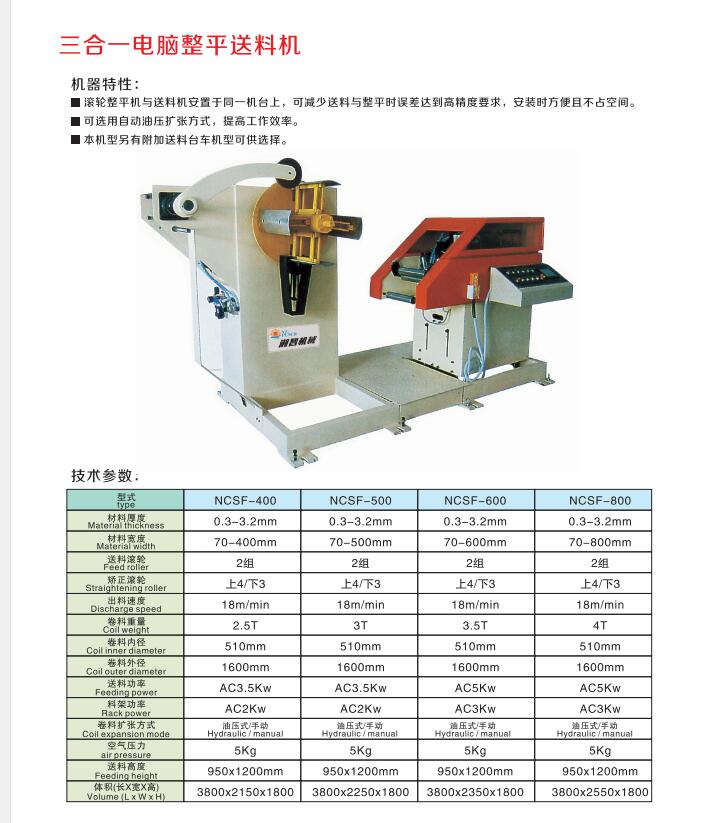
冲床送料机厂的三合一送料机还具有易于安装的优点。根据不同的需求,三合一送料机通常分为3部分。这三个部分的连接简单快捷。可以用螺钉固定,大大减少了安装空间。快速进入生产状态需要时间,并且安装后的三合一类型也很小,从而大大节省了工厂所占的面积,从而使工厂可以容纳更多的设备,降低工厂的租赁成本,放大利益。
特别注意三合一送料机的中心线必须与冲床工作台面在同一直线上,然后为冲床装上模具,根据模具的高度在三合一送料机控制台触摸面板上设定高送料机的送料高度,使其与安装在冲床上模具的下模高度一致。
三合一送料机的控制系统可应用于高精度启齿系列冷弯型钢产品的出产中,特别是类似货架立柱的产品,即对冷弯型钢立、侧面具有孔位高精度要求的在线预冲孔的冷弯成型出产线上。
将冲压加工所需料卷放置在三合一送料机上料台车上,然后启动台车将料卷慢慢送入已缩小的材料架托料瓦板上,根据材料实际的宽度调整好挡料臂的宽度,同时启动料架的油压扩张,让其将料卷张紧,其后可将上料台车退回原位。
三合一送料机的使用流程:
1、冲床落位后,装好模具,将三合一送料机置于进料一端(通常是面对机台,从左至右布局),将主机座四周固定螺丝拧开,在三合一送料机控制台触摸屏上点控操作机架升或降,主体自动上下对好材料出料高度后将固定螺丝紧固。
2、将料卷置于三合一送料机上料台车之上,用手柄按钮(也可在触摸屏上手动画面中完成此项操作)将挡料轮升起并根据料宽调好两个挡料轮之间的宽度,启动上料台车,将卷料套入已缩小的涨缩卷筒的托料瓦板上,启动扩张,油压系统控制涨缩卷筒将料卷涨紧,上料台车降下并退回原位。
3、放下挡料辊及将气动压料轮压下后开卷。
4、抬起引料导弧装置,启动料架则板料自动沿导弧曲线行至整平送料装置的进料口。
5、抬起整平装置的上整平机构,待料至压料处时压下,此时板料自动进入整平部整平矫正,再从出料口送出至模具处。
6、根据冲压工艺之需求,调整好送料时间及放松时间,并于三合一送料机触摸屏上输入送料长度、速度、送料次数。
7、启动料弧光电控制装置使光电感应开始工作,单动试冲,确认送料长度无误后开始生产至完成加工量。
三合一送料机实际使用时,操作人员通过7寸高精度触摸屏操作模块给予PLC系统(标配为日本三菱PLC)控制模块操作命令,通过PLC系统控制模块对操作命令运算处理,其先启动料架部分的油压站提供油压动力给上料台车进行上料;材料架部分上料完成后,料架变频器驱动开卷马达转动,使与开卷马达连接设置的开卷主轴全自动化智能地放料。PLC系统控制模块再根据参数命令送料伺服器驱动送料伺服马达(标配为日本安川伺服马达)工作,使送料整型平台运行整平及校正操作,确保精度高,从而实现由开卷、整平、伺服送料自动一体的自动运行。


本公司是一家从事五金冲床自动化设备生产、研制,销售,服务为一使的企业,拥有技术人才队伍和精密加工设备,早已投放市场的成熟产品有:精密钢架冲床系列、冲床自动送料机系列、材料架系列、材料矫正机系列,视觉送料机系列,平板送料机系列、自动机器人系列等冲床周边自动化配套生产设备。
欢迎来到中山市湘智机械设备有限公司网站,我公司位于一代伟人孙中山先生的故乡,中国着名侨乡—中山市。 具体地址是广东中山小榄公司街道地址,负责人是欧经理。
主要经营送料机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-106927895.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于中山市湘智机械设备有限公司
商铺首页 |
更多产品 |
联系方式
本公司是一家从事五金冲床自动化设备生产、研制,销售,服务为一使的企业,拥有技术人才队伍和精密加工设备,早已投放市场的成熟产品有:精密钢架冲床系列、冲床自动送料机系列、材料架系列、材料矫正机系列,视觉送料机系列,平板送料机系列、自动机器人系列等冲床周边自动化配套生产设备。
- 我要给“丽水三合一送料机 可定制加工”留言
- 更多产品