- 产品描述
1.开线扫描(Open Linear Scan)
开线扫描是基本的扫描方式。测头从起始点开始,沿一定方向并按预定步长进行扫描,直至终止点。开线扫描可分为有、无CAD模型两种情况。
(1)无CAD模型
如被测工件无CAD模型,先输入边界点(Boundary Points)的名义值。打开对话框中的“边界点”选项后,先点击“1”,输入扫描起始点数据;然后双击“D”,输入方向点(表示扫描方向的坐标点)的新的X、Y、Z坐标值;双击“2”,输入扫描终点数据。
*二项输入步长。在“扫描”对话框(Scan Dialog)中“方向1技术”(Direction 1 Tech)栏中的“”(Max Inc)栏中输入一个新步长值。
检查设定的方向矢量是否正确,该矢量定义了扫描开始后测量点表面的法矢、截面以及扫描结束**点的表面法矢。当所有数据输入完成后点击“创建”。
(2)有CAD模型
如被测工件有CAD模型,开始扫描时用鼠标左键点击CAD模型的相应表面,PC DMIS程序将在CAD模型上生成一点并加标志“1”表示为扫描起始点;然后点击下一点定义扫描方向;点击终点(或边界点)并标志为“2”。在“1”和“2”之间连线。对于每一所选点,PC DMIS已在对话框中输入相应坐标值及矢量。确定步长及其它选项(如安全平面、单点等)后,点击“测量”,然后点击“创建”。
功能原理
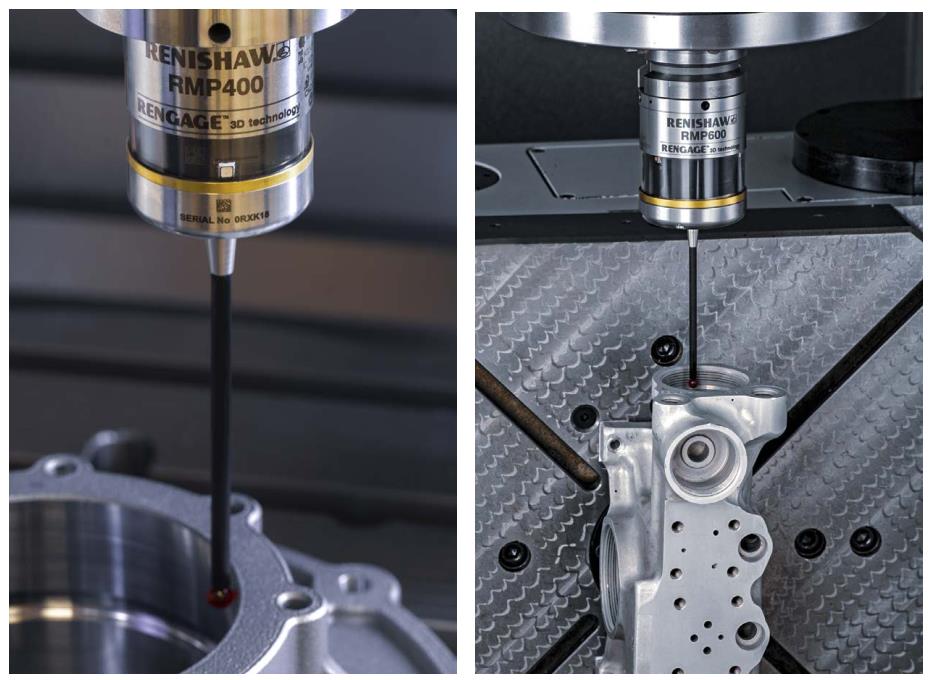
简单地说,三坐标测量机就是在三个相互垂直的方向上有导向机构、测长元件、数显装置,有一个能够放置工件的工作台(大型和巨型不一定有),测头可以以手动或机动方式轻快地移动到被测点上,由读数设备和数显装置把被测点的坐标值显示出来的一种测量设备。显然这是简单、原始的测量机。有了这种测量机后,在测量容积里一点的坐标值都可通过读数装置和数显装置显示出来。测量机的采点发讯装置是测头,在沿X,Y,Z三个轴的方向装有光栅尺和读数头。其测量过程就是当测头接触工件并发出采点信号时,由控制系统去采集当前机床三轴坐标相对于机床原点的坐标值,再由计算机系统对数据进行处理。
应用要点
(1)应根据被测工件的具体特点及建模要求合理选用适当的扫描测量方式,以达到提高数据采集精度和测量效率的目的。
(2)为便于测量草作和测头移动,应合理规划被测工件装夹位置;为保证造型精度,装夹工件时应尽量使测头能一次完成全部被测对象的扫描测量。
(3)扫描测量点的选取应包括工件轮廓几何信息的关键点,在曲率变化较明显的部位应适当增加测量点 [3] 。
数据管理
数据转换
数据转换的任务和要求:
(1)将测量数据格式转化为CAD软件可识别的IGES格式,合并后以产品名称或用户的名称分类保存。
(2)不同产品、不同属性、不同定位、易于混淆的数据应存放在不同的文件中,并在IGES文件中分层分色。
数据转换使用《三坐标测量数据处理系统》完成,操作方法见软件用户手册。
雷尼绍探头如何校正?就是说当信号采集与机床的坐标值对应的问题?
雷尼绍探头需要测定三种值才能较加准确。其实系统自带三种标定循环,跟据不同的机床和系统有不同的编程方法,通常是有标定循环的。先要用手工找正探针的中心,误差越小越好,即使差一些也可以用程序再进行标定,但要尽量减小误差因素。
1,长度标定,用主轴端面对出一个基准平面,然后用程序进行标定。
2,偏心标定,用机床镗一个孔,圆度、光洁度、位置度要好,执行循环后机床会自动记录下X与Y方向的偏心值。
3,探针半径标定,用环规,执行循环后会记录下每隔三十度圆周上的球半径值,有两种测量方式,半径标定,记录四个值,矢量半径标定记录八个值。
在标定完成之后,系统测量出来的数据会自动记录在机床参数中,待使用时自动进行补偿。但是在遇到下列情况时要重新标定。
1、机床精度调整之后
2、重校螺补之后
3、探头拆卸之后
4、重新传入PLC之后

合肥军诚物资回收有限公司是一家实力雄厚、规模较大,以销售和回收于一体的综合企业业务范围:一.工厂闲置淘汰电子生产、成型、测试设备回收 二.工厂成批闲置自动化设备、生产线回收 三.库存二手测量仪器设备,二手闲置投影测量仪回收,环保测试仪回收,二手、三次元影像测量仪回收 四.工厂成批闲置淘汰SMT周边设备回收
欢迎来到合肥军诚物资回收有限公司网站,我公司位于有“江南唇齿,淮右襟喉”、“江南之首,中原之喉”之称的合肥市。 具体地址是安徽合肥庐阳区公司街道地址,负责人是黄勇庆。
主要经营基恩士回收。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:生活服务 二手回收 设备回收 等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们最大的收益、用户的信赖是我们最大的成果。
本页链接:http://www.cg160.cn/vgy-106900164.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于合肥军诚物资回收有限公司
商铺首页 |
更多产品 |
联系方式
合肥军诚物资回收有限公司是一家实力雄厚、规模较大,以销售和回收于一体的综合企业业务范围:一.工厂闲置淘汰电子生产、成型、测试设备回收 二.工厂成批闲置自动化设备、生产线回收 三.库存二手测量仪器设备,二手闲置投影测量仪回收,环保测试仪回收,二手、三次元影像测量仪回收 四.工厂成批闲置淘汰SMT..
- 我要给“安阳回收三坐标雷尼绍测头 当场结算”留言
- 更多产品