
- 产品描述
双头螺栓:一般知道的螺栓指的是直径比较大一些的螺丝,四川铣钻取出器,按照这一说法螺丝相对螺栓来说,直径就小很多了。双头螺栓没有头部,四川铣钻取出器,也有的称之为双头螺柱。双头螺栓两端都是有螺纹的,中间不含螺纹,四川铣钻取出器,中间为光杆子。双头螺栓用在大型设备上面比如减速机架。在实际运用的时候,外载荷会有震动加上气温的影响就会出现摩擦力变小,久而久之螺纹连接就会松弛而失效。所以在平时的时候需要做好双头螺栓的保养工作。双头螺栓或者是地脚螺栓在长时间机械摩擦力的作用下会出现问题,在出现问题的时候都要将发动机油底壳拆卸下来,认真检查发动机轴瓦的使用情况,检查轴瓦之间的间隙是否过大,如果间隙过大就要及时更换。在更换双头螺栓的时候也要更换连杆螺栓。一些大型设备比如制钉机在平时运行的时候如果发现发动机运行的不是很稳定的时候或者出现异响,也要及时停车检查,以免出现较大的问题。断丝取出器的妙用-勤丰五金刃具。四川铣钻取出器
丝锥、钻头断在孔里了,如何取出? 1.灌点润滑油,用尖簪子或者斩子在断裂面反向慢慢敲出,不时倒倒铁削。2.在丝锥断裂截面上焊接一个把手或者六角螺母,然后轻轻反转出来(本来就是一种好方法,不过焊接有些麻烦,还是同样的话,对于直径较小的丝锥就不合适了);3.用特殊工具:断丝锥取出器,原理是工件和丝锥分别接上正负电极,中间灌电解液,导致工件向丝锥放电腐蚀,然后辅助尖嘴钳等取出,对内孔伤害很小;4.拿钢辊**在丝锥裂口用小锤子敲,丝锥比较脆,敲成渣出来,或者直接把断丝锥的螺纹孔钻烂活镗烂,重新扩孔攻丝(方法有些野蛮,如果丝锥直径太小也不好使,直径太大,敲起来也挺累人的);5.将断丝锥所在的螺纹孔焊平,再磨平,重新钻孔,虽然很难但是慢慢可以钻进去(如果那个螺纹孔可以换位置的话,重新钻孔攻丝的时候,建议还是换到原螺纹孔旁边);四川铣钻取出器怎么取出断头螺丝?查看详情。
5种取断螺丝的方法: 我们在日常的工作中,由于一些原因将螺栓断在了孔里,这是个很麻烦的事情。我们总结了5种取断螺丝的方法,都是平时工作中使用的普通工具。方法一:使用锤子和螺丝刀(起子),先将断螺栓的局部加热,在端面外缘砸出一个小口,使用螺丝刀卡到小口中,用锤子一点点砸出来。:方法二:使用锤子和凿子,在端面外缘砸出一个小口,将凿子卡到小口中,用锤子一点点砸出来。 方法三:使用锤子和铳子,在端面外缘砸出一个小洞,将铳子卡到小洞中,用锤子一点点砸出来。方法四:焊接螺母,用钳子将螺母放置在断螺栓处,将螺母与断螺栓焊接在一起,使用扳手转动螺母,将断螺栓旋出来。方法五:使用螺纹取出器,先使用铳子,在断螺栓中心冲个小坑,再使用电钻钻出孔,将螺纹取出器插入孔中,使用扳手旋动取出器末端,将断螺栓取出。
丝锥断了如何取出? 现代机械加工中经常会出现丝锥、钻头螺丝折断,螺丝滑牙锈死等情况,那么当我们遇到这些问题的时候应该如何处理呢?一:断丝锥手动取出、一般加工厂的钳工师傅会采取慢慢剔、挑等手法来取出折断在工件里的丝锥螺丝等,这种方法对钳工的经验要求较高,对力度掌握准确!这样做不但浪费时间,耽误工期,而且还容易破坏丝牙,导致工件报废。二:电火花方法,这种方法是利用专业机器来操作的,取出断丝锥省时省力。利用电极短路原理将断丝锥腐蚀成小块取出,比手动取出方便简单。它的机台较大,对于加工面平整的零部件来说操作便捷,但是对于角度较复杂的加工面来说,很难准确的取出断丝锥。 断丝锥取出器:断丝锥取出器也叫断丝锥取出机。
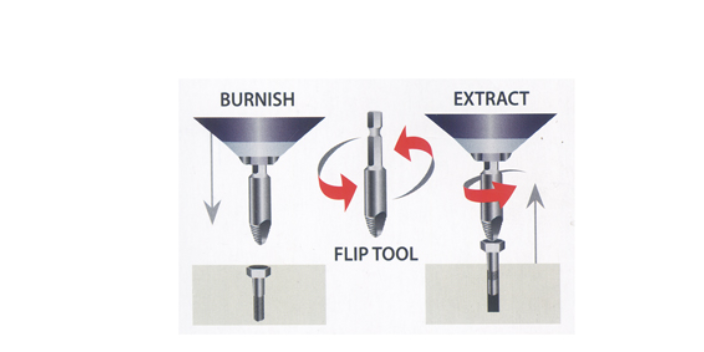
螺丝断在孔内取出技巧:如果螺丝的生锈情况非常严重,使用震动的方式是无法拧下来的,此时需使用气焊氧化焰对螺丝进行烧烤,待螺丝被烧红后滴上少量的油。螺丝加热后会膨胀,滴油则是让螺丝遇冷收缩,从而增大螺母和丝杆之间的距离,油流入螺母后就能将螺丝拧下来。断丝取出器的工作原理:断丝取出器的工作原理其实也相当简单,它的螺纹方向和一般的穿钉螺纹方向是反向的,当逆时针拧动的时候,器具是不断往穿钉内六角孔里面拧紧,而穿钉螺纹是 的方向拧出,通过这样的方法能够轻松将损坏的螺丝和管子类工具取出,正是这样强大的功效,使得断丝取出器在日常生活中用到的频率比较高,毕竟螺丝断了,总不能靠砸墙的方式取出吧,通过专业的工具,能够不费吹灰之力解决问题,我们何乐而不为。 螺丝断在孔内取出技巧。贵州六角紧固件取出器
眼镜螺丝断裂怎么取出?眼镜螺丝比较细小。四川铣钻取出器
圆柱螺旋槽怎么加工? 圆柱螺旋槽,即圆柱上若干条螺旋线的组合。在铣床上铣削圆柱螺旋槽,铣刀与工件的相对运动必须符合螺旋线成形运动规律。在一些零件中,圆柱螺旋槽很常见。那么,圆柱螺旋槽怎么加工?下面就来说说圆柱螺旋槽的铣削加工方法。 一、圆柱螺旋槽铣削的工艺特征:1、铣削圆柱螺旋槽,铣刀和工件符合螺旋线成形运动规律。也就是除铣刀作回转运动外,在工作台带动工件作纵向进给的同时,工件还须作匀速转动,并保证当工作台移动一个等于螺旋线导程的距离时,工件匀速回转一周。在纵向进给时,通过交换齿轮由工作台丝杠带动分度头主轴实现工件的转动。在铣削多线螺旋槽时,还需要按线数实现分度调整。四川铣钻取出器
丹阳市勤丰五金刃具有限公司是一家集研发、生产、咨询、规划、销售、服务于一体的生产型企业。公司成立于2001-06-13,多年来在电动工具铣刀,锯齿钻,阶梯钻系列,倒角器行业形成了成熟、可靠的研发、生产体系。在孜孜不倦的奋斗下,公司产品业务越来越广。目前主要经营有电动工具铣刀,锯齿钻,阶梯钻系列,倒角器等产品,并多次以五金、工具行业标准、客户需求定制多款多元化的产品。勤丰五金刃具为用户提供真诚、贴心的售前、售后服务,产品价格实惠。公司秉承为社会做贡献、为用户做服务的经营理念,致力向社会和用户提供满意的产品和服务。丹阳市勤丰五金刃具有限公司以市场为导向,以创新为动力。不断提升管理水平及电动工具铣刀,锯齿钻,阶梯钻系列,倒角器产品质量。本公司以良好的商品品质、诚信的经营理念期待您的到来!

丹阳市勤丰五金刀具有限公司位于江苏省丹阳市,成立于2001年,公司自创建以来,一直从事非标切削工具的生产与研发。有很强的生产技术和专业的技术开发团队,具有完善的质量管理流程及专业的检测设备。
丹阳市勤丰五金刀具有限公司地理位置优越,交通便利,风景秀丽。公司主要生产电动工具铣刀,锯齿钻,阶梯钻系列,各类倒角器,木工倒角钻系列,螺钉取出器系列,木塞钻系列。公司以诚实为本,合作双赢,为客户创造**的原则,产品**与日本、德国、英国、美国、俄罗斯、澳大利亚等,受到了客户的一致**。
公司坚持以质量为根本,想客户所想 ,客户的满意是我们的追求。创造**,实现梦想,在始终如一的坚持中,勤丰五金刀具有限公司换来了来自国内外客商的认可和尊重。
诚实守信是我们勤丰刀具公司的基石,满足客户所需是我们认真钻研,努力发展的动力源泉,我们将一如既往地在工具行业里努力前行。欢迎来到丹阳市勤丰五金刃具有限公司网站,我公司位于素有“天下第一江山”之美誉的镇江市 具体地址是江苏镇江丹阳市公司街道地址,负责人是王国明。
主要经营电动工具铣刀|锯齿钻|阶梯钻系列|倒角器。
单位注册资金:人民币 50 万元 - 100 万元。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-102947109.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“四川铣钻取出器 丹阳市勤丰五金刃具供应”留言
- 更多产品

















