
- 产品描述
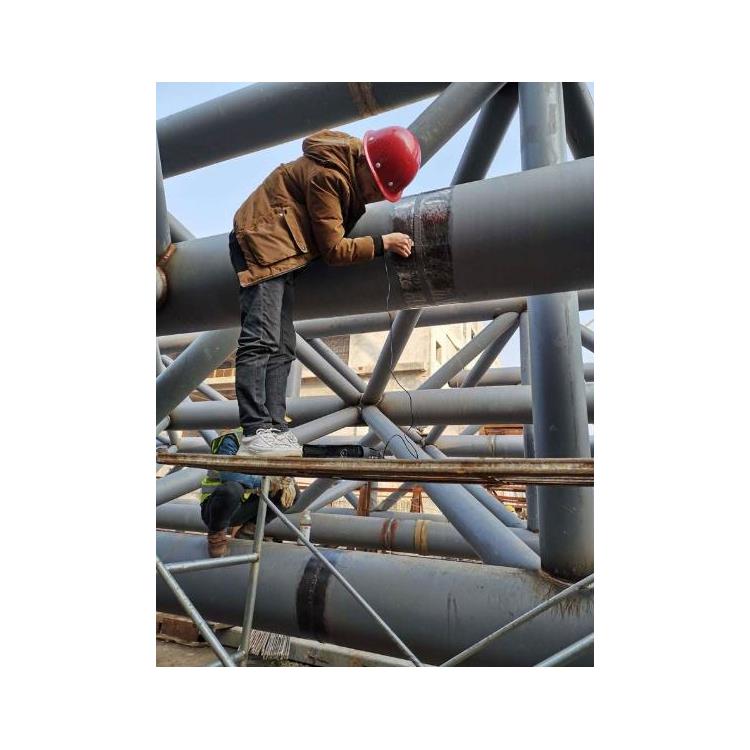
超声波检测是利用超声波在金属、非金属材料及其工件中传播时,材料(工件)的声学特性和内部组织的变化对超声波的传播产生一定的影响,通过对超声波受影响程度和状况的探测了解材料(工件)性能和结构变化的技术。超声波检测和射线检测一样,主要用于检测材料(工件)的内部缺陷。检测灵敏度高、操作方便、检测速度快、成本低且对人体无伤害,但超声波检测无法判定缺陷的性质;检测结果无原始记录,可追溯性差。超声波检测同样也具有着射线检测无法比拟的优势,它可对异型构件、角焊缝、T型焊缝等复杂构件的检测;同时,也可检测出缺陷在材料(工件)中的埋藏深度。
12、 GB/T 5617-2005 《钢的感应淬火或火焰淬火后有效硬化层深度的测定》13、 DL/T 868-2004 《焊接用以评定规程》14、 DL/T 773-2001《火电厂用12CrMoV钢球化评级标准》15、 EN 1320 《Destructive tests on welds in metallic materials-Fracture test》16、 GB.T6417.1-2005/ISO 6520-1:1998《金属熔化焊接头缺欠分类及说明》17、 GB/T13320-91《钢质模锻件金相组织评级图及评定方法》18、 GB/T3098.1-2000/ISO 898-1:1999《紧固件机械性能螺栓、螺钉和螺柱》19、 GB/T 1172-1999《黑色金属硬度及强度换算值》20、 GB/T11354-2005 《钢铁零件 渗氮层深度测定和金相组织检验》21、 GB/T 2654-2008/ISO 9015-1:2001 《焊接接头硬度试验方法》22、 ISO 5817:2003 《焊接-钢、镍、钛及其合金的熔化焊接头(高能束焊接头除外)-缺欠质量分级》23、 BS EN 1043.1:1996 《Destructive tests on welds in metallic materials.Hardness testing》24、 GB/T 19869.1-2005/ISO 15614-1:2004《钢、镍及镍合金的焊接工艺评定试验》25、 JGJ81-2002 《建筑钢结构焊接技术规程》26、 GB/T 10561-2005 /ISO 4967:1998 《钢中非金属夹杂物含量的测定标注评级图显微检验法》27、 DL/T 674-1999 《火电厂用20号钢珠光体球化评级标准》28、 GB/T 9450-2005 《钢件渗碳淬火硬化层深度的测定和校核》29、 GB/T 9451-2005 《钢件薄表面总硬化层深度或有效硬化层深度的测定》30、 GB/T 6394-2002 《金属平均晶粒度测定方法》31、 GB/T 231.1-2002/ISO 6506-1:1999 《金属布氏硬度试验 第1部分:试验方法》32、 GB/T 17394-1998 《金属里氏硬度试验方法》33、 4708 -2000 《钢制压力容器焊接工艺评定》34、 GB/T 4340.1-1999/ISO 6507-1:1999 《金属维氏硬度试验第1部分:试验方法》35、 GB/T 224-87《钢的脱碳层深度测定法》36、 GB/T 226-91 《钢的低倍组织及缺陷酸蚀检验法》37、 GB/T6401-86 《铁素体奥氏体型双相不锈钢中α相面积含量金相测定法》38、 GB/T 7216-87 《灰铸铁金相》39、 GB/T 9441-88 《球墨铸铁金相检验》40、 GB/T 13298-1991 《钢的显微组织检验方法》41、 GB/T 13299-1991《钢的显微组织评定方法》42、 GB/T 13302-91 《钢中石墨碳显维评定方法》43、 GB/T 13305-91 《奥氏体不锈钢中α相面积含量金相检验测定法》44、 GB/T 1979-2001 《结构钢低倍缺陷评级图》45、 /T 5074-1991 《低、中碳钢球化体评级》
超声检测法的优点是:穿透能力较大,例如在钢中的有效探测深度可达1米以上;对平面型缺陷如裂纹、夹层等,探伤灵敏度较高,并可测定缺陷的深度和相对大小;设备轻便,操作安全,易于实现自动化检验。缺点是:不易检查形状复杂的工件,要求被检查表面有一定的光洁度,并需有耦合剂充填满探头和被检查表面之间的空隙,以保证充分的声耦合。对于有些粗晶粒的铸件和焊缝,因易产生杂乱反射波而较难应用。此外,超声检测还要求有一定经验的检验人员来进行操作和判断检测结果。
超声波检测为适应不同类型的试件,不同取向、位置和性质的缺陷及质量要求,可选用的波形有纵波、横波、瑞利波、兰姆波和爬波。采用特定的扫描显示方式及相应的电子线路, 可获得试件中缺陷分布及形态的图像。材料特性的无损表征主要与超声在试件中的传播速度及在传播过程中能量的衰减与材料的微观组织结构有关,如果这种关系可从先前的冶金学研究得知,表征的内容可包括:弹性方面的评价,微观组织和形态变化的描 述,分散的声不连续性和缺陷群的评定,力学性能变化和材质下降的测量 等。此法优点是:可用于金属、非金属、 复合材料制件的无损评价; 对确定内部缺陷的诸参量较之其他无损检测方法有综合优势;灵敏度高,可检出数十 μm级缺陷;仅需从一侧接近试件;设备轻便可作现场检测。主要局限性是对材料及制件做的定性、定量表征,仍需进一步深入研究。
磁粉检测优缺点:优点:无损,操作简单方便,检测成本低,对铁磁性材料表面及近表面缺陷检测灵敏度高,是表面缺陷检测的方法。缺点:对被检测件的表面光滑度要求高,对检测人员的技术和经验要求高,检测范围小检测速度慢。
鑫歆杰质量检测(上海)有限公司,是一家从事多年检测业务的机构,房屋营业范围包含;房屋安全检测、房屋质量检测、厂房检测、户外广告牌检测、玻璃幕墙检测、钢结构检测等,公司拥有一级注册带领的检测技术团队。
欢迎来到鑫歆杰质量检测(上海)有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海宝山公司街道地址,负责人是戴新坡。
主要经营鑫歆杰质量检验检测(上海)有限公司是一家专业钢结构检验检测的第三方服务机构,拥有国家认可资质证书、教授级检测工程师和**的仪器设备。专为**机构、设计、施工等单位提供正确公正的科学依据。主营:房屋安全。
这里最专业,这里最优惠,这里生活服务最齐全,我们的服务有:商务服务 咨询服务 !欢迎前来合作!
本页链接:http://www.cg160.cn/vgy-101356005.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 南宁美甲美睫 吉扩 快速便捷 綦江工商代办流程 南城代办营业执照哪家好 知识产权公司 找九牛会计师 汕尾墙体广告乡镇墙体喷绘广告墙面绘画高墙喷绘广告 室外 甘孜教室照度检测价格 青岛市南区税务代理来电咨询-免费获取报价 城阳培训教育报价 梅州墙体广告乡镇墙体喷绘广告集装箱彩绘墙体刷墙广告 万宁公司注册代理 注册公司需要到场吗 税务季报很简单 云浮墙体广告墙体喷绘广告发布创意壁画户外墙体喷画 知识产权 东莞企石怎么联系法律咨询 看得见的代理公司 江门墙体广告喷绘广告挂布围墙美化墙体挂布广告
- 相关文章
- 房屋检测部门 湖南钢结构房屋安全检测 检测注意事项房屋测量部门 云南钢结构建筑安全检测 检测鉴定报告样本高速公路广告牌风险评估 湖南户外广告牌检测单位 免费上门勘测厂房使用性安全鉴定 河北房屋安全鉴定平台 多年专注房屋检验部门 海南钢结构厂房安全评估 检测报告商场广告牌整治改善 黑龙江户外广告牌评估单位 免费解决检测方案山西房屋安全质量检查单位 危房健康诊断安全检测 团队经验丰富黑龙江房屋安全质量检查单位 自有房健康诊断安全检查 定制施工团队福建房屋安全质量检查第三方 自建房风险评估安全检测 定制施工团队贵州房屋安全排查第三方 旧房翻建自然灾害安全排查 团队经验丰富商场广告牌安全评估 山西户外广告牌检测部门 检测步骤流程吉林钢结构房屋安全鉴定 房屋测量机构 检测检验的目的
鑫歆杰质量检测(上海)有限公司,是一家从事多年检测业务的机构,房屋营业范围包含;房屋安全检测、房屋质量检测、厂房检测、户外广告牌检测、玻璃幕墙检测、钢结构检测等,公司拥有一级注册带领的检测技术团队。
- 我要给“河南钢结构房屋安全鉴定 房屋检验部门 检测步骤”留言
- 更多产品











相关分类






