
- 产品描述
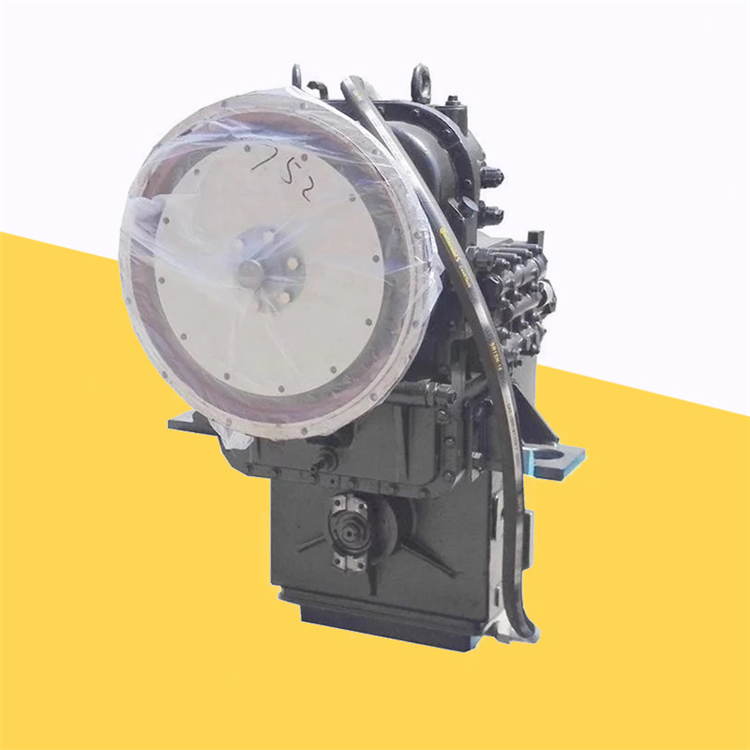
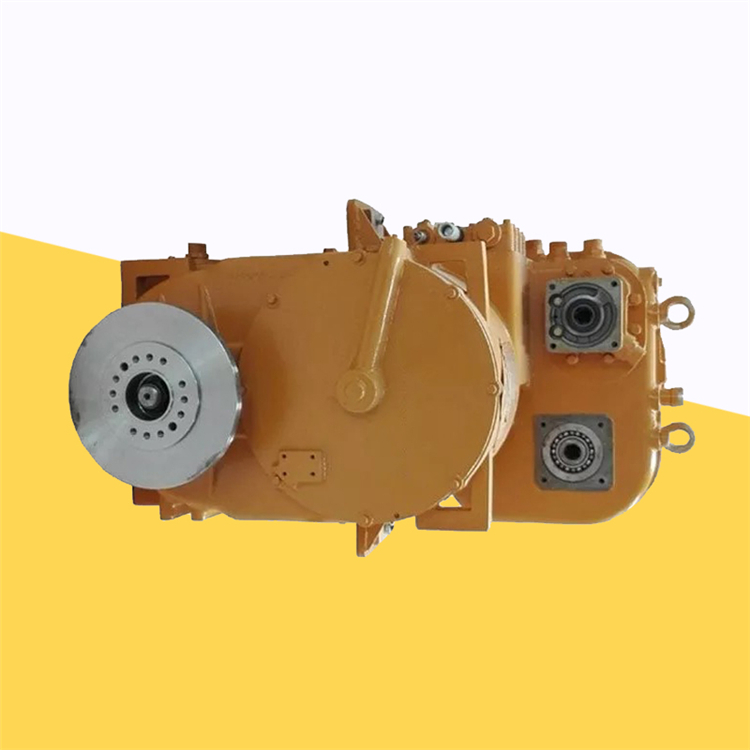
批发供应临工装载机变速箱,临工L953装载机变速箱总成,大多自动变速箱故障是由自动变速箱油(ATF)过热导致的,由此造成自动变速箱内形成顽固性的脏污与杂质,堵塞阀体,无法控制油压,同时,构成变速箱部件的磨损,顿挫、冲击、打滑、噪音等随之而。
液力变矩器输出轴断裂的处置裂故障两台推土机在工作了500?h后发生变矩器输出轴断裂的事故。更换了新输出轴,了材料强度,同时还加强了对热处理以及材料探伤的,提高了轴心部位的热处理硬度。但是,两个月后,另外两台同型号的推土机在使用600?h后也发生了类似输出轴断裂的事故。据悉,厂家曾对发动机进行过改型。
显然这种现象已经不是偶然事故,有必要对输出轴的强度进行的校核并加以改型。裂原因经过综合分析并考虑到公差的影响,大多数花键的大应力在650?MPa左右。同时,通过对输出轴的结构应力分析,可以看出所产生的大应力,虽然比材料的许用大应力值小,但会造成疲劳安全系数偏低(仅为小于行业认可的低值1
分析认为,材料成分、热处理硬度、材料内部的探伤都没有问题;花键断裂不是由-于花键的齿被掰断、压溃,而是花键的基础——轴的断裂。花键断裂不是由于静应力结构强度不够,而是由于疲劳强度不够,使用寿命过短;轴的使用应力过大,尽管没有大过材料限,但安全系数太低,抗冲击能力薄弱。所以,有必要增加该输出轴的强度。
进方案如果加粗输出轴,但由于输出轴直径受到装配关系的限制,不可能大幅增加。输出轴的薄弱环节是花键的小径,可以通过花键小径、花键齿的变位系数和选取合适的齿根圆角大限度地提高花键小径的强度。增加花键小径就势必要减小花键齿根圆角,但这样做会带来应力集中,为此,对花键的齿根圆角作了多个倒角方案比较,逐一进行有限元分析。
箱体裂纹及螺纹孔损坏箱体裂纹多为制造缺陷。有时亦为工作时受力过大或维修操作不当所致;螺纹孔损坏一般是由于装配不当造成的。检验裂纹可用无损探伤,较简单的方法是箱体内盛满煤油,静置5min后观察有无外渗,亦可用敲击法判断,但不易查找裂纹的部位;螺纹孔损坏一般用感觉法检验。2变速器箱体的维修2.1箱体变形的修整上平面平面度误差较小时,可将其倒置于研磨平台上用气门砂研磨修整;平面度误差较大时,应以孔心线定位进行磨削修整,以保证磨修后两者间的平行度。
当孔心距及孔心线间平行度超,可用搪削加工法进行修整,搪后镶套后加工,以恢复各孔间的位置精度及尺寸精度。2.2轴承与轴承座安装孔的维修轴承孔与轴承座安装孔磨损较小时,可用机加工法去除不均匀磨损,用刷镀法恢复配合。孔磨损较大时可用镶套法修复孔径。镶套时过盈量可取0.005~0.25mm,为可靠起见,应在套与基体接缝处钻孔攻丝,拧人止动螺钉。
钢套壁厚3.5mm,其孔径后加工尺寸应保证与轴承或轴承座的正确配合及各孔间的位置精度。一般孔与轴承为过渡配合,与轴承座为小于0.09mm的间隙配合;孔径加工时一般先选用磨损较小的孔径为基准加工上平面,再以上平面为基准加工各孔径。为保证孔间中心距、同轴度及平行度,可用精加工搪模在搪床或改装的车床上搪削。
无搪模时亦可在卧式搪床上进行,但须用试加工、测量及计算等方法算出中心距及平行度,并据此调整搪杆再行搪孔。对于座孔磨损到限,而又没有条件来修理座孔的,可以采用电镀轴承外圈来加大外圈直径,或用尼龙喷涂、环氧树脂粘补等方法,将轴承外圈牢固地装于座孔内。2.3箱体裂纹及螺纹孔的修复箱体裂纹发生在箱壁但不连通轴承座孔时,裂纹两端钻止裂孔,加工被补部位并涂胶粘剂,放上补板用螺钉固定,或者用点焊方法焊牢。
变速器箱体是变速器的基础件。变速器中的所有零件都直接或间接地安装固定于变速器箱体上。变速器箱体上有轴承座孔,安装着输人轴总成、输出轴总成,如果轴承座孔磨损,就会破坏转动轴工作的平稳性和齿轮的传动比,会造成变速器换挡卡滞、换挡噪声、箱体密封性变坏、润滑油外漏等。变速器箱体的质量决定着变速器总成的工作性能及使用寿命。
在变速器大修时要对变速器箱体进行检查与维修,以保证变速器工作正常。1变速器箱体损伤检查1.1箱体变形由于受检测仪器的限制,在修理中往往忽视对变速器箱体变形的检验。实际上,由于变速器箱体变形所造成某些部件相互位置关系的破坏,对变速器修理质量的影响很大。特别是变速器箱体轴承座孔轴线平行度的破坏,会显著降低变速器的使用寿命,因此,大修时对各轴承座孔中心线不平行度进行检验。
变速器二轴与中间轴座孔中心线的不平行度应不大于0.02mm;中间轴与倒挡轴的不平行度应不大于0.03mm,检查时,对于三轴式变速器要用量具检查:上下两孔轴线间的距离;上下两孔轴线的平行度;上孔轴线到上平面间的距离;前后两端面的平面度。两轴式变速器箱体由前、后两部分组成,其变形要检查输入轴与输出轴的平行度,及前后箱体接合面的平面度,超过规定时要进行修复。
变速器箱体不垂直度对变速器的工作影响也很大,修理时也应进行检验。变速器箱体不垂直度(有时用端面跳动代替)的检验方法较简单。检查前,要先把上平面修磨平整作为基准面,然后把箱体倒置在平板上,在变速器箱的前、后端面处用直角尺靠在平板上,若直角尺不能完全贴合或有缝隙,说明有不垂直度,应进行修理。变速器箱体和盖(或与飞轮箱)接合平面翘曲不平时,可用平板或两者扣合在一起用塞尺检查。
拖拉机上的变速箱结构工作原理及异响部位故障诊断拖拉机上的变速箱担负着变速变扭、减速增扭,以使拖拉机适应各种路况的任务。随着拖拉机行驶里程的增加,因换挡频繁,变速箱中的齿轮、齿轮轴、轴承等零件发生磨损,使变速箱内部出现不正常的响声。如何正确找到异响原因,及时排除故障,对拖拉机的使用有重要意义。1诊断前先了解变速箱的结构和工作原理多数的拖拉机和农用运输车采用BJ130变速箱或NJ130变速箱,它们都具有四个前进挡和一个倒挡。
有些四轮农用运输车产品中,既可选J130型变速箱,也可换装NJ130型变速箱总成。有的拖拉机变速箱采用EQl40变速箱,它是三轴五挡齿轮式变速箱,有五个前进挡和一个倒挡,第五挡是直接挡,二三挡、四五挡分别装有锁销式惯性同步器,操纵机构都装有定位和倒挡锁等保险装置。还有的厂家把130变速箱和140变速箱组合起来,生产出一种新型的130+140变速箱,特别适用于山区农村道路,农民称之为“爬坡王”。
我们在诊断变速箱异响故障时,要先掌握这台机车变速箱的结构特点及工作原理,做到有的放矢。2从受力分析入手当变速箱挂入某一挡位,要知道是哪一根轴、哪些轴承、哪些齿轮受力,哪些不受力,哪些是主动,哪些是被动,这就可缩小异响原因的查找范围。变速箱异响,主要是承受负荷的运转件不良所致。如CA141型汽车变速箱在空挡工况时,参与运转的有轴、常啮合齿轮副、三四挡啮合齿轮副、倒挡齿轮组,中间轴及有关轴承,但承受负荷的仅有轴常啮齿轮及轴承;直接挡工作时,中间轴和第二轴前端滚针轴承并不承受负荷,而其它挡位工作时,二者均有负荷;挡位越低,第二轴后轴承和中间轴后轴承承受负荷越大。
这样可根据其不同挡位,判断是哪—对齿轮、哪根轴或哪只轴承受力。3故障部位诊断分析先要断定异响是来自发动机,还是来自底盘。运行中异响清晰、停驶后显著减弱或消失,这一般为传动系统异响。因此,行车中要注意异响的特征与出现的时机,然后把拖拉机驶入安静地点,让发动机运转,看其异响有无变化,以区别是发动机还是底盘部分异响。
电控机械式自动变速器(AMT)是在干式离合器和齿轮变速器基础上加装电脑控制的自动变速系统。它能根据车速、油门、驾驶员命令等参数,确定佳挡位,控制原来由驾驶员人工完成的离合器分离与接合、换挡手柄的摘挡与挂挡以及发动机的油门开度的同步调节等操作过程,终实现换挡过程的操纵自动化。

公司现已发展为集整机销售、配件供应、维修服务、信息服务四位一体的工程机械专业服务企业。 公司现有内燃叉车、蓄电池叉车、港口叉车、仓储叉车等四大系列近两百多个品种,自主研发的空(重)集装箱堆高机,性能稳定、质量可靠,是港口码头等现代物流行业。经营龙工叉车,龙工电动叉车、龙工电瓶叉车、龙工内燃叉车、龙工3吨叉车、龙工集装箱叉车、龙工前移式电动叉车、龙工电瓶叉车、龙工3吨柴油叉车、龙工1.5吨叉车、龙工平板叉车、龙工小型电动叉车、龙工物流叉车、龙工电动液压叉车等多种类型叉车!品种型齐全,质量好,价格优!主要供应龙工、临工、柳工、厦工等品牌各种型的装载机整车配件,变速箱总成、上柴/潍柴/玉柴 /道苡茨发动机原厂配件、铲板斗齿及销轴、差速器总成、变矩器总成、动臂油缸、各种滤芯、液压转向器、油缸胶管、、各种链条、螺旋伞齿及齿轮件、轮毂及轮辋、进口轴承、各类软轴、水箱及散热器、转斗油缸总成和修理包、工程轮胎、驾驶室、上柴/维柴/玉柴发动机专用油、各类润滑油、橡胶减震器、刹车片、传动轴等原厂配件批发零售 公司本着“客户,诚信至上”的原则,热诚欢迎各界朋友前来参观、考察、洽谈业务!龙工装载机配件、临工装载机配件、柳工装载机配件、厦工装载机配件品种齐全,价格合理。装载机驾驶室、装载机铲斗、装载机机罩、装载机双变总成、装载机空气滤芯93沙尘滤、公铁两用牵引车厂家,装载机刀板配件、风神装载机轮胎、装载机书箱散热器。 通过网页您看到我们的产品说明信息可能还不够细致和全面,如果您需要更详细了解更多工程机械配件价格的相关信息或索取相关资料,欢迎随时与我们联系! 龙工/临工/柳工/厦工装载机配件,龙工装载机、叉车、压路机、滑移装载机免费询价:400 028 1766。 工程机械配件24小时供应电话:(微信与手机同)。 腾讯:1799483089。
欢迎来到山东东上智能装备有限公司网站,我公司位于因临沂河而得名的近代着名沂蒙革命老区、山水生态旅游胜地—临沂市。 具体地址是山东临沂公司街道地址,负责人是孙中武。
主要经营公铁两用牵引车。
我司专营工程机械 机械工作装置 装载机工作装置 ,研发团队成员,均来国内外大型工程机械企业的研发机构,专业技术人员。经过多年的实践与积累,掌握了多种工程机械产品从设计到生产加工的全套技术。
本页链接:http://www.cg160.cn/vgy-100446724.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于山东东上智能装备有限公司
商铺首页 |
更多产品 |
联系方式
公司现已发展为集整机销售、配件供应、维修服务、信息服务四位一体的工程机械专业服务企业。 公司现有内燃叉车、蓄电池叉车、港口叉车、仓储叉车等四大系列近两百多个品种,自主研发的空(重)集装箱堆高机,性能稳定、质量可靠,是港口码头等现代物流行业。经营龙工叉车,龙工电动叉车、龙工电瓶叉车、龙工内燃叉车、龙工..
- 我要给“连云港山东临工装载机配件主传动变速箱总成”留言
- 更多产品

美国GRACE 电源接口连接器R-3W 常州连接器

杭州齿轮组减速箱 derangear G300A-FM derangear减速箱

美国derangear减速箱derangear齿轮组G300AG300A-FM derangear G300A-FM derangear减速箱

江苏derangear减速箱 derangear G300A-FM derangear减速箱
上海derangear正品保证 derangear G300A-FM derangear减速箱
上海齿轮组减速箱 derangear G300A-FM derangear减速箱

GRACE SENSE GracePESDs 保定接口连接器

江苏齿轮箱G300A 3:2 derangear G300A-FM derangear减速箱
深圳derangear驱动箱 derangear G300A-FM derangear减速箱

徐州电流监视器 美国 pearson皮尔逊

南京电流监视器 皮尔逊传感器







